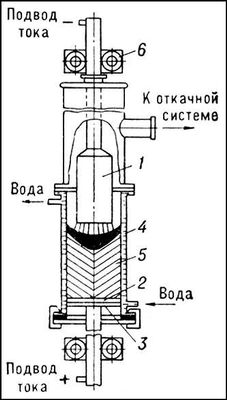
Дугова вакуумна піч, електрична піч для плавки металів у вакуумі енергією електричної дуги. Д. ст п. — газорозрядна система, де дуга існує на парах металу, що переплавляється. Розрізняють Д. ст п. для виплавки злитків (головним чином з титану і сталі) в мідних водоохолоджуваних кристалізаторах ( мал. 1 ) і для здобуття фасонного литва з високореакційних і тугоплавких металів (головним чином титану і ніобію) шляхом так званої плавки в гарнісажі ( мал. 2 ).
Д. ст п. бувають з електродами, що витрачаються (найбільш поширені в промисловості) і не витрачаються. Металевий електрод, що витрачається, складається з матеріалу, підмета переплавці, його хімічний склад в основному відповідає складу отримуваного сплаву. Між електродом і приманкою при подачі постійного струму виникає електрична дуга. Тепло, що виділяється, розплавляє електрод; рідкий метал, що утворюється, стікає або в кристалізатор, або в тигель при плавці в гарнісажі. У Д. ст п. з електродом, що не витрачається, який виготовляють з вольфраму або графіту, в зону плавки подають тверду шихту. Потужність електричної дуги вибирають з таким розрахунком, щоб забезпечити здобуття щільної бездефектної макроструктури злитка. Тиск в дуговому проміжку при плавці визначається пружністю пари металу над розплавом і складає для сталі 0,1—1 н/м 2 , для титану 1—10 н/м 2 і для молібдену 0,01—0,1 н/м 2 . Заданий тиск підтримують вакуумними насосами.
Метал, отриманий в Д. ст п. з охолоджуваним кристалізатором, характеризується високими механічними властивостями, а також низьким вмістом газових домішок і неметалічних включення. Так, при переплавці стали у Д. ст п. кількість неметалічних включення в металі в результаті переплавки знижується в 2—3 рази, крупні включення (понад 15—20 мкм ) віддаляються повністю. Концентрація азоту знижується на 30—35%, кисню в 2—3 рази, вміст сірки зменшується на 20%. Переплавлений метал характеризується високою в'язкістю і пластичністю в широкому інтервалі температур, підвищеною втомною міцністю, високою ізотропною механічних властивостей.
У Д. ст п. для плавки в гарнісажі застосовують графітові і металеві охолоджувані тиглі. Товщину гарнісажа протягом плавки підтримують постійній шляхом регулювання потужності електричної дуги. При плавці в гарнісажі в тиглі наплавляють необхідну масу рідкого металу, яку потім зливають у форму. Для фасонного литва з титану використовують кокілі, а також форми, виготовлені з графіту або магнезиту, які для поліпшення заповнення встановлюють на столі відцентрової ливарної машини, частиною печі, що є. Відливання з титанових сплавів, отримані в Д. ст п. шляхом плавки в гарнісажі, володіють високими механічними властивостями. Ведуться роботи із створення Д. ст п. на змінному струмі з використанням легкий добавок, що іонізуються, вводяться в електроди.
Літ.: Неуструєв А. А., Ходоровський Р. Л., Вакуумні гарніссажниє печі, М., 1967; Белянчиков Л. Н., Основи розрахунку дугових вакуумних печей М., 1968.