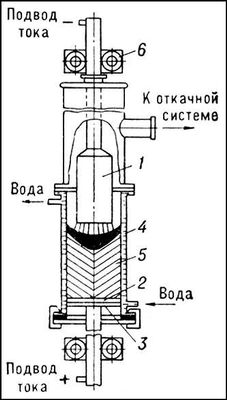
Дуговая вакуумная печь, электрическая печь для плавки металлов в вакууме энергией электрической дуги. Д. в. п. — газоразрядная система, где дуга существует на парах переплавляемого металла. Различают Д. в. п. для выплавки слитков (главным образом из титана и стали) в медных водоохлаждаемых кристаллизаторах (рис. 1) и для получения фасонного литья из высокореакционных и тугоплавких металлов (главным образом титана и ниобия) путём так называемой плавки в гарнисаже (рис. 2).
Д. в. п. бывают с расходуемым (наиболее распространены в промышленности) и нерасходуемым электродами. Расходуемый металлический электрод состоит из материала, подлежащего переплаву, его химический состав в основном соответствует составу получаемого сплава. Между электродом и затравкой при подаче постоянного тока возникает электрическая дуга. Выделяющееся тепло расплавляет электрод; образующийся жидкий металл стекает либо в кристаллизатор, либо в тигель при плавке в гарнисаже. В Д. в. п. с нерасходуемым электродом, который изготовляют из вольфрама или графита, в зону плавки подают твёрдую шихту. Мощность электрической дуги выбирают с таким расчётом, чтобы обеспечить получение плотной бездефектной макроструктуры слитка. Давление в дуговом промежутке при плавке определяется упругостью паров металла над расплавом и составляет для стали 0,1—1 н/м2, для титана 1—10 н/м2 и для молибдена 0,01—0,1 н/м2. Заданное давление поддерживают вакуумными насосами.
Металл, полученный в Д. в. п. с охлаждаемым кристаллизатором, характеризуется высокими механическими свойствами, а также низким содержанием газовых примесей и неметаллических включений. Так, при переплаве стали в Д. в. п. количество неметаллических включений в металле в результате переплава снижается в 2—3 раза, крупные включения (свыше 15—20 мкм) удаляются полностью. Концентрация азота понижается на 30—35%, кислорода в 2—3 раза, содержание серы уменьшается на 20%. Переплавленный металл характеризуется высокой вязкостью и пластичностью в широком интервале температур, повышенной усталостной прочностью, высокой изотропностью механических свойств.
В Д. в. п. для плавки в гарнисаже применяют графитовые и металлические охлаждаемые тигли. Толщину гарнисажа в течение плавки поддерживают постоянной путём регулирования мощности электрической дуги. При плавке в гарниссаже в тигле наплавляют необходимую массу жидкого металла, которую затем сливают в форму. Для фасонного литья из титана используют кокили, а также формы, изготовленные из графита или магнезита, которые для улучшения заполнения устанавливают на столе центробежной литейной машины, являющейся частью печи. Отливки из титановых сплавов, полученные в Д. в. п. путём плавки в гарниссаже, обладают высокими механическими свойствами. Ведутся работы по созданию Д. в. п. на переменном токе с использованием легко ионизируемых добавок, вводимых в электроды.
Лит.: Неуструев А. А., Ходоровский Г. Л., Вакуумные гарниссажные печи, М., 1967; Белянчиков Л. Н., Основы расчёта дуговых вакуумных печей, М., 1968.