Допуск в машинобудуванні, інтервал, в якому допускається відхилення числової характеристики параметра від його номінального (розрахункового) значення. Д. задають на геометричні параметри деталей машин і механізмів (лінійні і кутові розміри, форму і розташування поверхонь і ін.), на механічних, физико-хімічних і ін. параметри (наприклад, електричний опір, твердість, процентний вміст хімічних елементів в матеріалах і т.д.).
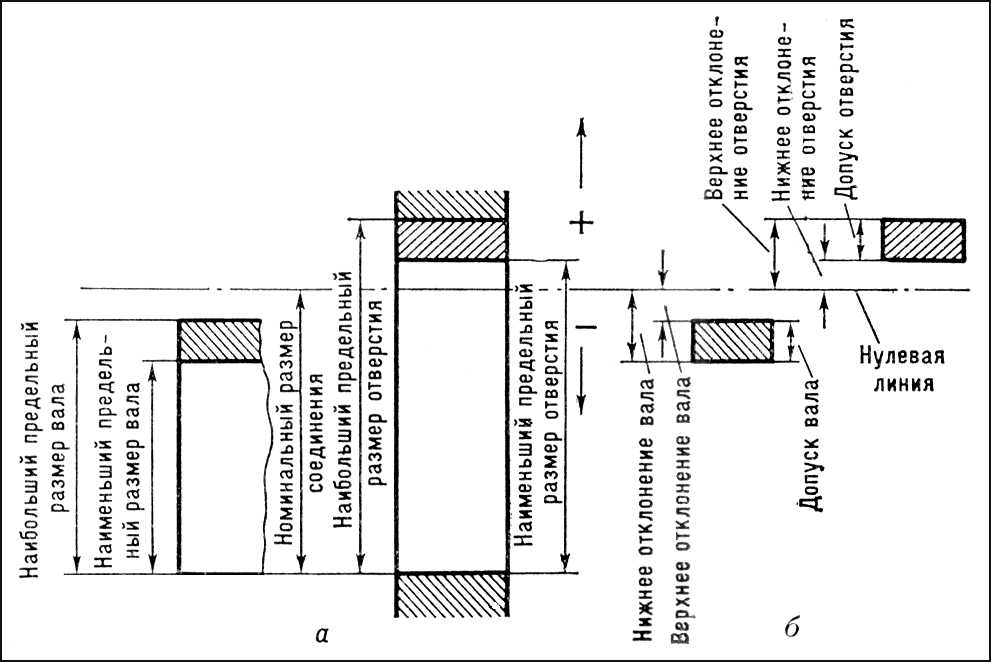
Д. вказують в стандартах, технічних вимогах або на кресленнях виробів у вигляді двох граничних розмірів (найбільшого і найменшого), між якими знаходиться дійсний розмір, тобто розмір, визначений виміром ( мал. 1 ). Замість граничних розмірів в технічній документації зазвичай вказують номінальний розмір, отриманий з розрахунку на міцність, жорсткість і так далі з врахуванням функціонального призначення вироби, і два граничні відхилення — верхнє і ніжнєє, рівні відповідно різниці алгебри найбільшого або найменшого граничних розмірів і номінального розміру. Т. о., у вузькому сенсі слова Д. — різниця між найбільшим і найменшим граничними розмірами або між верхнім і нижнім відхиленнями. Наприклад, якщо задана твердість поверхні деталі 62—64 HRC, то Д. твердості дорівнює 2 HRC; якщо заданий розмір деталі 60 -0,1 -0,3 те Д. розміру дорівнює 0,2 мм . Будь-яке значення параметра, що опиняється в заданому інтервалі, є допустимим.
Найбільш широке поняття Д. поширено в машинобудуванні, де Д. встановлюють для забезпечення необхідної якості виробів і взаємозамінюваності деталей або цілих вузлів машин і механізмів. Д. характеризує рівень вимог до точності виготовлення деталей. От його залежить вибір методу обробки, устаткування і способів контролю і зрештою вартість виготовлення. На практиці не прагнуть отримати ідеальні деталі, т.к. ето неможливе за умовами технології і методами контролю і необов'язково для забезпечення правильної роботи машини або механізму. Окрім Д. на виготовлення, встановлюють Д. на зміну характеристик виробів в процесі експлуатації.
Всі деталі машин рухливо або непорушно сполучені один з одним. Д. на деталі, що сполучаються, визначає характер їх з'єднання, тобто велику або меншу свободу їх відносного переміщення або міру опору взаємному зсуву, або посадку. У з'єднанні двох деталей розрізняють поверхню, що охоплює, звану в загальному випадку отвором, і охоплювану поверхню, звану валом. Посадка визначається різницею розмірів отвору і валу. Розмір отвору може бути більше розміру валу, тоді різниця між ними називається зазором. Якщо розмір валу до збірки деталей більше розміру отвору, то різниця між ними називається натягом. Дійсний зазор (або натяг) повинен знаходитися між двома граничними значеннями: найбільшим і найменшим зазорами (або натягом). Різниця між граничними зазорами (або натягом) називається допуском посадки. Існують 3 групи посадок: рухливі (вільні), пресові і перехідні. Перші характеризуються гарантованим найменшим зазором в з'єднанні. До цієї групи відносяться також так звані ковзаючі посадки, в яких гарантований зазор дорівнює нулю. Посадки із зазором застосовують, як правило, в рухливих з'єднаннях, а в нерухомих з'єднаннях — для полегшення збірки деталей. У останньому випадку деталі додатково закріплюють. У таких з'єднаннях, як підшипникова цапфа, що обертається у втулці, зазор забезпечує необхідну свободу взаємного переміщення деталей. Посадки з натягом характеризуються гарантованим (найменшим) натягом. Ці посадки застосовують в нерухомих з'єднаннях, передавальних навантаження (осьове зусилля або момент, що крутить), причому нерухомість забезпечується, як правило, без додаткового кріплення деталей, за рахунок деформації поверхні. Приклад такої посадки — з'єднання зубчастого вінця із сталевою або чавунною маточиною. З'єднання з натягом здійснюється під пресом або при нагріванні деталі, що охоплює, і охолоджуванні охоплюваною. У перехідних посадках можливе здобуття як зазорів, так і натягу. Ці посадки застосовують для нерухомих з'єднань деталей, коли потрібне їх хороше взаємне центрування і розбирання з'єднання при монтажі, оглядах і ремонті (наприклад, з'єднання зубчастого колеса з валом редуктора). Деталі, передавальні навантаження, зазвичай додатково закріплюють шпонками, штифтами, болтами і ін.
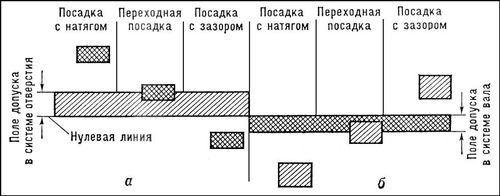
Залежно від вибраної посадки гранично допустимі відхилення можуть бути позитивними або негативними. При графічному зображенні Д. і посадок від лінії, що умовно змальовує номінальний розмір деталі або з'єднання (нульовій лінії), можна відкласти в прийнятому масштабі граничні відхилення отвору і валу (позитивні вгору, негативні вниз). Зону, увязнену між цими лініями, називають полем допуску розміру ( мал. 2 ). Порівняння взаємного положення полів Д. дозволяє визначити посадку для даного з'єднання.
Посадки і Д. у СРСР регламентовані стандартами і представлені у вигляді таблиць, складених на основі закономірний побудованих рядів граничних відхилень валів і отворів. Система Д. і посадок зводить все різноманіття можливих Д. до мінімуму, що задовольняє потребам проектування і виробництва, що створює передумови для уніфікації виробів, зменшення номенклатури інструментів (наприклад, розгорток калібрів) і ін. технологічного оснащення, скорочує терміни проектування і період підготовки виробництва. Таблиці стандартних відхилень побудовані за системою отвору і за системою валу. У системі отвору основною деталлю є деталь з отвором і його номінальний розмір і відхилення для всіх посадок одні і ті ж. Посадки виходять за рахунок змін граничних відхилень валу (посадочній деталі). У системі валу основною деталлю служить вал, а посадочною — деталь з отвором. У стандартах на Д. і посадки передбачена декілька класів точності, в яких Д. збільшується із зростанням номінального розміру відповідно до так званої одиниці допуску. Один і той же розмір в різних класах точності має різні Д., складові зазвичай геометричну прогресію із знаменником 1,6.
Д. і посадки позначають на кресленнях, в технічній документації, ГОСТ(державний загальносоюзний стандарт) ах за допомогою букв і цифр. Наприклад, основний отвір 3-го класу точності позначають А 3 , а основний вал того ж класу точності В 3 . На складальному кресленні вказують також посадку, наприклад Æ 8 А 4 /С 3 позначає з'єднання з ковзаючою посадкою валу по 3-у класу точності (С 3 ), з отвором по 4-у класу точності (А 4 ).
Із загального числа стандартних полів Д. (граничних відхилень) виділений скорочений набір, рекомендований для першочергового вживання. Ці поля називаються переважними. Стандарти встановлюють Д. і посадки не лише для циліндрових, але і для конічних деталей, різьбових (з'єднань шпон, шліцьових зубчастих передач і ін.).
Літ.: Апарін Р. А., Городецкий І. Е., Допуски і технічні виміри 4 видавництва, М., 1956; Приладобудування і засоби автоматики. Довідник, т. 1, М., 1963; Мягков Ст Д., Допуски і посадки. Довідник, 4 видавництва, М-коди.—Л., 1966; Якушев А. І., Основи взаємозамінюваності і технічні виміри, 2 видавництва, М., 1968.