Індуктор нагрівальний (лат. inductor, від induce — вводжу, знаходжу, спонукаю), електромагнітний пристрій, призначений для індукційного нагріву . І. н. складається з двох основних частин — індукуючого дроту, за допомогою якого створюється змінне магнітне поле, і токоподводов для підключення індукуючого дроту до джерела електричної енергії. Провідне електричний струм тіло, поміщене в магнітне змінне поле, нагрівається унаслідок теплової дії вихрових струмів, що наводяться в ділянках виробу, що безпосередньо охоплюються індукуючим дротом. В основному всі типи І. н. можуть бути розділені на два види: одночасного і безперервно-послідовного нагріву. У першому випадку площа індукуючого дроту приблизно дорівнює площі поверхні, що нагрівається, що дозволяє одночасно нагрівати всі її ділянки. При другому способі виріб, що нагрівається, переміщають відносно індукуючого дроту, послідовно нагріваючи ділянки поверхні виробу.
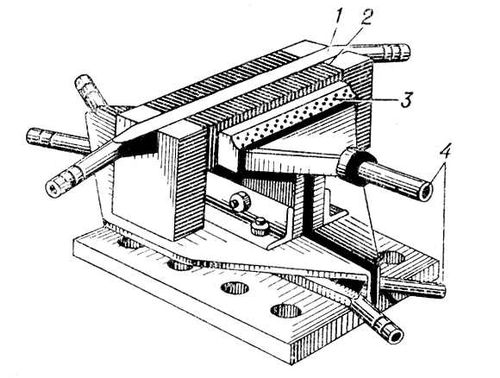
Існують І. н. для поверхневого нагріву і гарту різних виробів (деталей), для крізного нагріву ковальських заготовок, нагріву листового матеріалу, для плавки металів і ін., що розрізняються конструктивним виконанням, частотою живлячого електричного струму, матеріалом магнітопровода індукуючої системи і ін. На мал. 1 показаний І. н. для нагріву під гарт простих циліндрових деталей способом одночасного нагріву. Щоб уникнути перегріву і розплавлення індукуючого дроту, його виконують масивним. Такі І. н. живлять струмом з частотою 10 кгц . На поверхні індукуючого дроту розташовані отвори для подачі на нагріту деталь гартівної води після виключення електричного струму. Таким чином одночасно охолоджується і сам І. н.
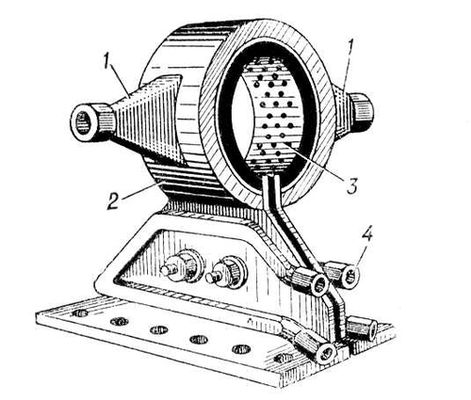
Простим багатовитковим І. н., призначеним для гарту внутрішніх поверхонь деталей, є соленоїд . Соленоїднимі І. н. нагрівають внутрішні циліндрові поверхні діаметром 50 мм і більш. При діаметрах отворів менше 30 мм використовують петлеві І. н. з магнітопроводом ( мал. 2 ), а для нагріву внутрішніх циліндрових поверхонь діаметром менше 15 мм — стрижньові І. н. у вигляді трубки, діаметр якої на декілька мм менше діаметру оброблюваного отвору. Трубка по відношенню до отвору розташовується коаксіально. Для крізного нагріву ковальських заготовок застосовують І. н., що виготовляються з трубки, яка при великій довжині розділяється на декілька секцій з окремим охолоджуванням.
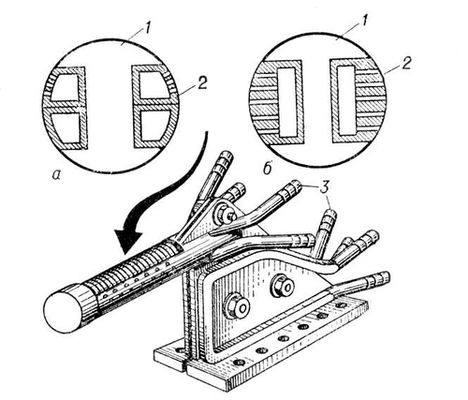
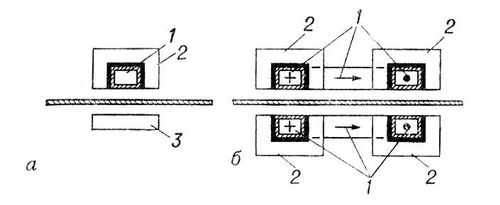
Плоскі поверхні виробів нагрівають для гарту І. н. з індукуючим дротом у вигляді плоских спіралей або зигзагів (для малих площ, що нагріваються) або безперервно-послідовним способом нагріву з переміщенням деталі, що нагрівається, над індукуючим дротом ( мал. 3 ). Існують секціоновані І. н. з окремими підводами електричного струму до кожної секції; включаючи або вимикаючи в певному порядку секції, можна гартувати (нагрівати) поверхні змінної ширини і необхідної форми. Нагріваючи торцевих поверхонь виробляється І. н. зигзагоподібної форми; для рівномірного нагріву поверхні деталь обертають. Листовий матеріал і стрічки найефективніше нагріваються в поперечному магнітному полі ( мал. 4 ), при цьому товщина аркуша має бути менше глибини проникнення струму (зазвичай на частотах від 10 до 70 кгц ). Нагріваючи і гарт зубів шестерні виробляють в петлевому І. н., що охоплює зуб з двох сторін. Щоб загартувати западину між зубами індукуючий дріт розташовують уздовж кола шестерні, встановлюючи проти западин магнітопроводи, що входять при робочому положенні всередину западин.