Ультразвуковий верстат, верстат для розмірної обробки різних твердих матеріалів, в якому ультразвукові коливання повідомляються інструменту і через частки абразивної суспензії передаються на матеріал.
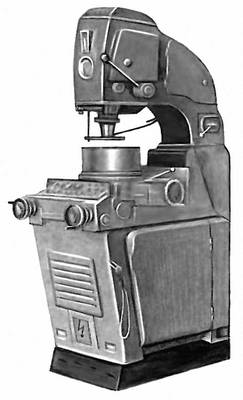
Розрізняють універсальні і спеціалізовані В. с. Універсальні В. с. призначені для обробки виробів з крихких твердих матеріалів (скла, кераміки, кварцу, сапфіра, кремнію, германію, твердих сплавів). На верстаті можуть виконуватися наступні операції: виготовлення і доведення твердосплавних матриць штампів, вирізка заготовок і попередня обробка поверхні лінз з оптичного скла, вирізка кристалів для напівпровідникових приладів з пластин германію і кремнію, нанесення рісок на пластини, таврування деталей з крихких і твердих матеріалів, обробка отворів у феритових пластинах, прошивка глибоких отворів в кристалах і ін. На станині верстата (модель 4773А, СРСР) розташований координатний стіл з панеллю управління. Усередині станини розміщені бак з абразивною суспензією і насос для нагнітання її під тиском. Шпиндель верстата, що несе магнітострикційний перетворювач, і інструмент переміщаються у вертикальній плоскості. Діаметр оброблюваного отвору 10—60 мм, найбільша глибина обробки 50 мм. У верстаті застосована ультразвукова коливальна система стрижньового (хвилеводного) типа, що працює на частоті 22 кгц. В СРСР і за кордоном випускаються В. с. з перетворювачами, розрахованими на потужність 1,5—0,1 квт, а також малогабаритні В. с. невеликій потужності з феритовими магнітострикційними перетворювачами: наприклад, В. с. для обробки неглибоких отворів діаметром не більше 5 мм, з потужністю на вході перетворювача 25 Вт; прошивочний В. с. з абразівонесущим електролітом, в якому поєднана електрохімічна і ультразвукова обробка крізних і глухих отворів, порожнин складної конфігурації. На прошивочном верстаті обробляють деталі із струмопровідних матеріалів і сплавів — штампи, волоки, фільєри, прес-форми в 2 переходи: при чорновій обробці до 6-го класу шорсткості (поєднання ультразвукової і електрохімічної дії на матеріал) і чистовий — до 7—8-го класу шорсткості (лише ультразвуком). Найбільш поширені В. с. моделей 4770У, 4Б772, 4772А ( мал. ).
Спеціалізовані В. с. використовують для обмеженого числа операцій, наприклад для нарізування внутрішнього різьблення в деталях з важко оброблюваних жароміцних матеріалів. У шпиндельну голівку верстата вмонтований перетворювач, розрахований на потужність 2,5 квт (В. с. моделі 40—7018). При нарізуванні різьблення мітчик одночасно з обертальним рухом довкола осі і поступальним уздовж осі здійснює додаткові коливання з частотою 18—24 кгц і амплітудою в декілька мкм. Коливання забезпечують роботу мітчика без заклинювання, тобто дають можливість працювати без частих замін інструменту, при точності різьблення 2—3-го класу, шорсткості поверхні 5— 6-го класу. Для збудження коливань використовують ультразвуковий генератор УЗГ-10/22. На спеціалізованих В. с. виробляють свердління в діамантових волоках отворів діаметром 0,3— 1,2 мм (наприклад, на верстаті МЕ-22), розкрій дисків з пластин германію і кремнію (верстат МЕ-46) і тому подібне В. с. може забезпечити точність в межах ± 15 мкм.