стан Заготівки, прокатний стан, призначений для плющення блюмів або злитків в заготовки квадратного або круглого перетину з метою їх подальшої обробки на спеціалізованих прокатних станах (сортових, трубних і ін.).
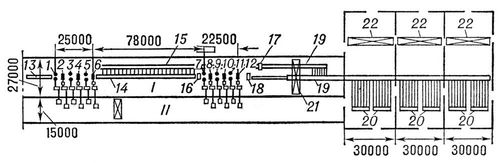
Розрізняють З. с.: безперервні, лінійні і з послідовним розташуванням клітей. Найбільш поширені безперервні З. с. ( мал. ), в яких прокатуваний метал обжимається по черзі в клітях з вертикальними і горизонтальними валяннями без кантівки, що зменшує небезпеку освіти на його поверхні тріщин і подряпин. Індивідуальний привід валків стану забезпечує регулювання швидкості плющення, спрощує налаштування і калібрування валків. У СРСР працюють найпотужніші безперервні З. с. продуктивністю до 5 млн. т заготовок в рік (1970).
Всі технологічні операції на сучасних безперервних З. с. механізовані і автоматизовані, для управління роботою деяких станів застосовують ЕОМ(електронна обчислювальна машина). У СРСР на безперервних З. с., встановлюваних безпосередньо за блюмінгами, блюми перетином 300 Х 300—400 X 400 мм прокатують в квадратних (перетином 50 X 50—150 X 150 мм ) і, в окремих випадках, в круглі заготовки (діаметром до 300 мм ); на деяких З. с. прокатують також плоску заготівку (сутунку) шириною 180—600 мм і товщиною 50—100 мм. Лінійні З. с. застосовують головним чином для плющення заготовок з високоякісних сталей в невеликих кількостях. З. с. з послідовним розташуванням клітей застосовують для плющення круглої трубної заготівки.
Літ.: Прокатне виробництво. Довідник, т. 1—2, М., 1962; Королев А. А., Механічне устаткування прокатних цехів, 2 видавництва, М., 1965; Прокатне виробництво, 2 видавництва, М., 1968.