Заготовочный стан, прокатный стан, предназначенный для прокатки блюмов или слитков в заготовки квадратного или круглого сечения с целью их последующей обработки на специализированных прокатных станах (сортовых, трубных и др.).
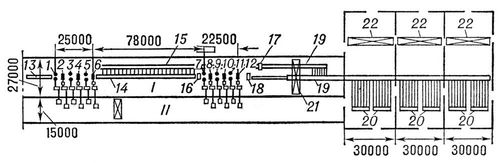
Различают З. с.: непрерывные, линейные и с последовательным расположением клетей. Наиболее распространены непрерывные З. с. (рис.), в которых прокатываемый металл обжимается поочерёдно в клетях с вертикальными и горизонтальными валками без кантовки, что уменьшает опасность образования на его поверхности трещин и царапин. Индивидуальный привод валков стана обеспечивает регулировку скорости прокатки, упрощает настройку и калибровку валков. В СССР работают самые мощные непрерывные З. с. производительностью до 5 млн. т заготовок в год (1970).
Все технологические операции на современных непрерывных З. с. механизированы и автоматизированы, для управления работой некоторых станов применяют ЭВМ(электронная вычислительная машина). В СССР на непрерывных З. с., устанавливаемых непосредственно за блюмингами, блюмы сечением 300 Х 300—400 X 400 мм прокатывают в квадратные (сечением 50 X 50—150 X 150 мм) и, в отдельных случаях, в круглые заготовки (диаметром до 300 мм); на некоторых З. с. прокатывают также плоскую заготовку (сутунку) шириной 180—600 мм и толщиной 50—100 мм. Линейные З. с. применяют главным образом для прокатки заготовок из высококачественных сталей в небольших количествах. З. с. с последовательным расположением клетей применяют для прокатки круглой трубной заготовки.
Лит.: Прокатное производство. Справочник, т. 1—2, М., 1962; Королев А. А., Механическое оборудование прокатных цехов, 2 изд., М., 1965; Прокатное производство, 2 изд., М., 1968.