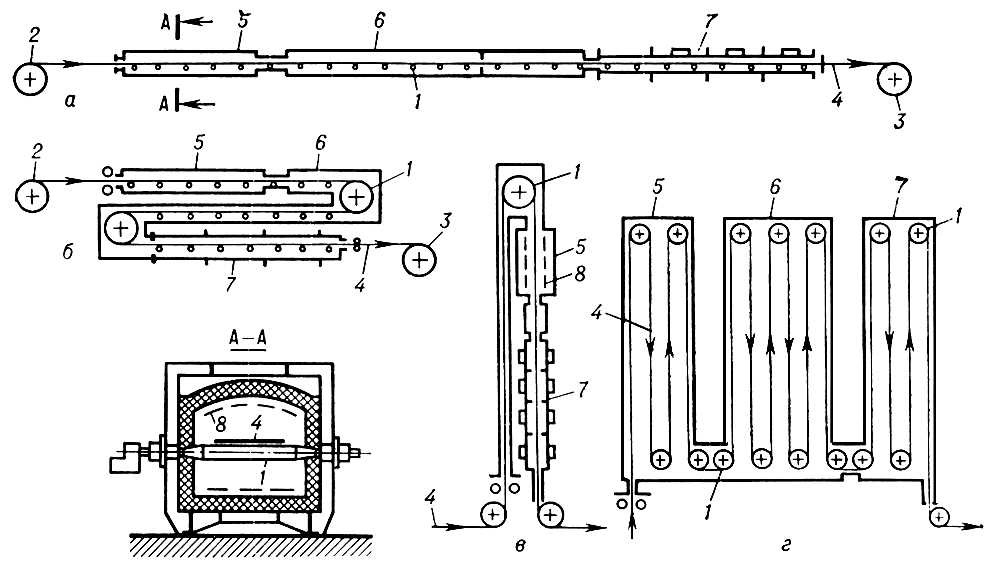
Протяжная печь,термическая печьдля обработки металлической ленты, непрерывно протягиваемой через рабочее пространство по опорным роликам или на газовой подушке. Одну или несколько разных П. п. включают в состав поточных линий, в которых наряду с термической и термохимической обработкой ленту очищают, травят, наносят на неё покрытия (цинковое, алюминиевое, пластиковое, электроизоляционное и др.), окрашивают, сушат, правят и т.д. П. п. классифицируют по назначению (например, для закалки, нормализации, отжига, отпуска) и по конструкции — горизонтальные и вертикальные (рис.). Длина горизонтальных П. п. достигает 300 м, производительность до 75 т/ч. В них обрабатывают ленту шириной до 2,5 м, толщиной 0,2—6 мм со скоростью до 4 м/сек. Для повышения производительности и экономии площади цеха иногда печи делают 2—5-этажными. Высота вертикальных П. п. 15—45 м, число оборотов ленты 1—50. Общая длина ленты в печи достигает 1 км. В многооборотных вертикальных П. п. обрабатывают ленту толщиной 0,05—1,5 мм при скорости до 10 м/сек с производительностью до 100 т/ч, а в однооборотных — ленту толщиной до 3 мм. Опорные ролики изготовляют из жаропрочной стали. Приводы роликов электрические. Большинство П. п. многокамерные: камеры нагрева, выдержки, медленного и быстрого охлаждения, закалки, сушки и др. устанавливают последовательно и соединяют тамбурами или разделяют перегородками. Число, размеры, назначение, температурный и газовый режим камер выбирают в зависимости от технологии обработки. Тепловой режим П. п. — постоянный во времени и переменный по длине печи. Нагревательные и охлаждающие элементы располагают в печи по обе стороны ленты. П. п. без атмосферы контролируемого состава работают с непосредственным пламенным нагревом и охлаждением ленты воздухом или водой. При работе с атмосферой контролируемого состава П. п. обогревают радиационными трубамиили электрическими нагревателями сопротивления, а в камерах охлаждения воздух или вода отделены от ленты и передают тепло к ней через стенки стальных труб или муфеля. Для ускорения нагрева и охлаждения ленты в П. п. применяют циркуляцию печной атмосферы. Перспективны П. п. с использованием скоростных способов нагрева и охлаждения (газоструйного, электроннолучевого, в металлических и солевых расплавах и др.). Особые возможности открывает метод транспортирования ленты на газовой подушке с применением струйного нагрева и охлаждения ленты.
Лит.: Аптерман В. Н., Тымчак В. М., Протяжные печи, М., 1969; Справочник конструктора печей прокатного производства, под ред. В. М. Тымчака, т. 1—2, М., 1970.