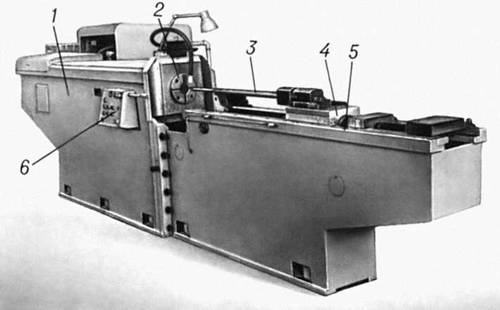
Протяжной станок,металлорежущий станок для обработки поверхностей различного профиля инструментом — протяжкой. П. с. разделяются на станки общего назначения и специальные, служат для обработки (протягивания) внутренних и наружных поверхностей. В П. с. рабочим движением является прямолинейное движение каретки, несущей протяжку, либо заготовки при неподвижной протяжке. Выпускаются модели П. с. с горизонтальным (рис.) и вертикальным расположением кареток (от одной до 6), одно- и многопозиционные (с поворотными столами для установки нескольких деталей). Особую группу П. с. составляют т. н. станки непрерывного действия — цепные и ротационные. Основные параметры П. с.: тяговая сила, развиваемая кареткой, достигающая у некоторых П. с. 1 Мн (100 тс), и длина хода каретки (до 2 м). Скорости протягивания в станках общего назначения составляют 15—20 м/мин, в специальных станках — до 90 м/мин, в станках непрерывного действия — 1,5—15 м/мин. Привод станка обычно гидравлический, в высокоскоростных станках — электромеханический. П. с. применяются в массовом и крупносерийном производстве, обеспечивают высокую точность (1—2-го класса), малую шероховатость обработанных поверхностей (до 8—10-го класса).
Тенденции развития П. с.: автоматизация операций установки заготовки и снятия готовой детали со станка; автоматизация движений подвода инструмента к заготовке, крепления его в зажимном патроне, возвращения в исходное положение; разработка компоновки станка, при которой тяговая сила соосна силе протягивания, что обеспечивает существенное снижение сил трения в направляющих каретки и, как следствие, повышение точности обработки; встраивание П. с. в автоматические линии.
Лит.: Металлорежущие станки, 2 изд. т. 1, М., 1965.