Контроль активний, контроль деталей безпосередньо в процесі обробки на верстаті або поза верстатом, що дає інформацію про необхідність зміни режимів обробки або підналадки верстата (зміна положення між інструментом і деталлю). Назву «активний» цей вигляд контролю отримав по мірі участі в технологічному процесі обробки. До. а. застосовується головним чином при остаточній обробці деталей на шифовальних, хонінговальних верстатах. Окремо виділяється підналагоджувальний До. а., при якому вимірювальна інформація, що грунтується на результатах виміру остаточно обробленої деталі або групи деталей поза верстатом, використовується для автоматичної підналадки або зупинки верстата. Пристрої для підналагоджувального До. а. інколи виконують функції контрольних автоматів (див. Контроль автоматичний ) .
До. а. може здійснюватися методом непрямих вимірів, коли контролюється положення елементів верстата (шліфувального круга, супорта і т. д.), що визначають розмір деталі, і частіше методом прямих вимірів, коли контролюють безпосередньо деталь.
До. а. може бути ручним, при якому робітник управляє режимами і зупинкою верстата при спостереженні за свідченнями приладу, що вимірює деталі в процесі обробки, або автоматичним, коли управління верстатом здійснюється за допомогою команд, що видаються встановленим на верстаті або поза верстатом приладом.
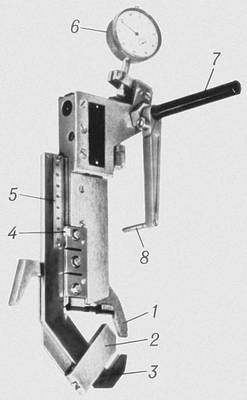
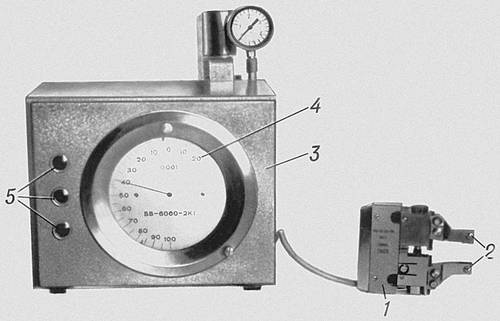
Прилади До. а. розділяють на командних, сигнал яких поступає в систему автоматичного управління верстатом ( мал. 1 ), що показують ( мал. 2 ), сигнальні і сигнально-показуючі, які дозволяють операторові використовувати інформацію приладу для ручного управління верстатом. Командні прилади можуть мати відлікові або сигнальні пристрої.
За способом установки вимірювальних елементів на верстаті прилади До. а. розділяються на прилади з навісною скобою (см. мал.(малюнок) 2 ), які зазвичай встановлюються на деталь і знімаються з неї оператором, і з настільною скобою (см. мал.(малюнок) 1 ), які встановлюються на деталі і знімаються з неї автоматично. За принципом дії прилади До. а. можуть бути механічні (наприклад, з використанням індикатора годинного типа), пневматичні, індуктивними і ємкісними. У СРСР найбільш поширені пневматичні прилади. Налаштування приладів виробляють по зразковій деталі.
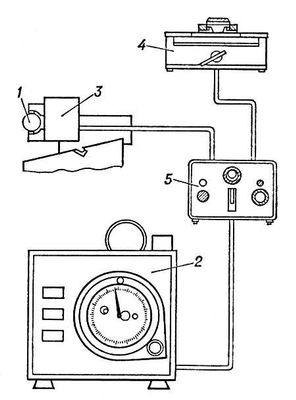
Особливу групу приладів До. а. складають прилади для зв'язаного шліфування ( мал. 3 ), за допомогою яких можна вимірювати вал в процесі його обробки і вимикати верстат, коли вал досягне розміру, що забезпечує необхідний зазор або натяг із заздалегідь обробленим отвором (наприклад, обробка шпинделя по отвору в передній бабці верстата). До. а. здійснюють головним чином в масовому і великосерійному виробництві. Інколи доцільно застосовувати До. а. при обробці невеликих партій деталей (до 10 штук).
Вживання До. а. дозволяє підвищити продуктивність праці, поліпшити якість обробки, вести одночасне обслуговування декількох верстатів, отримувати високу точність деталей, використовувати на цих роботах операторів відносно невисокої кваліфікації.
Перспективним є створення приладів До. а., що працюють без налаштування по зразкових деталях, з автоматичною підналадкою рівня налаштування, що встановлюють оптимальний режим виробничого процесу, і розширення сфери застосування До. а. на всіх видах оброблювальних верстатів.
Літ.: Кондашевський Ст Ст Автоматичний контроль розмірів деталей в процесі обробки, М., 1951; Волосов С. С., Основа точності активного контролю розмірів, 2 видавництва, М., 1969; Активний контроль в машинобудуванні, під ред. Е І. Педь, М., 1971.