Канатне виробництво, виготовлення металевих і неметалічних (волокнистих) канатів на відповідному технологічному устаткуванні. Основні операції До. п.: перемотування дроту, пряжа на котушки на волочильних або намотувальних верстатах; звивання (скручування) пасм на прядевьющих машинах; звивання канатів на канатовьющем або плетельном устаткуванні.
Основні технологічні параметри. На технологію виготовлення каната впливають такі параметри, як крок звивання, характер торкання проволікав в пасмах і пасм в канаті, напрям і кут звивання, число пасм і ін. Крок звивання проволікав в пасмах для канатів з точковим торканням (ТК) не повинен перевищувати 11 розрахункових діаметрів круглих або фасонних пасм; у канатах з лінійним торканням (ЛК) — 9 діаметрів, в шестіпрядних канатах — не більше 6,5 діаметру, у фасоннопрядних — 7,5; у канатах потрійного кручення — 7, а в стренгах плоского каната — 16 діаметрів.
Пасма канатів з точковим торканням виготовляють одно- і багатошаровими. Число шарів проволікав в пасмах не перевищує 5, загальне число проволікав доходить до 61, інколи — до 91. Кожен шар в канатах ТК звивається при однакових кутах звивання, а в ЛК — при різних, зазвичай в один бік. Спіральні канати мають напрям звивання для всіх або частини шарів, число яких доходить до, що чергується 10. Пасма в канатах з лінійним торканням (число шарів не більше 3) виготовляють за одну технологічну операцію з числом проволікав не більше 48, які звиваються в один бік. Кути звивання відносно осі пасма для канатів ТК знаходяться в межах 12—15°, для канатів ЛК — 16—20° (для зовнішнього шару). Кут звивання пасм в канат вибирають близьким по величині до кута звивання проволікав в пасмах. Для виготовлення канатів однобічного звивання на канатовьющих машинах встановлюється планетарна передача, яка повідомляє обертання рамам із зарядними котушками і забезпечує підкручення пасм для збереження щільності їх звивання.
В неметалічних (волокнистих) канатах пасма незалежно від числа каболок звиваються за одну технологічну операцію. Крок звивання пасм трехпрядних канатів рівний 0,65—0,75 довжин кола, крок звивання кабельтових канатів — 0,85—1, вірьовок — 0,9—1,2, кут звивання — 27—33°. Напрям звивання пасм і звивання каната або мотузка може бути разним. Перед звиванням проводять антикорозійне мастило дроту і пасм. Готові вироби також змащують і перед відправкою споживачам намотують на барабани.
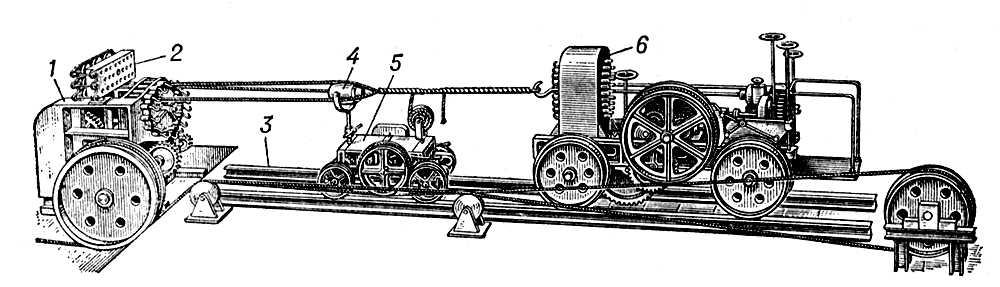
Виробництво металевих канатів здійснюють на прядевьющих і канатовьющих машинах, які мають однакові кінематичні схеми і відрізняються лише розміром і числом зарядних котушок (від 3 до 48). На рамі (стійці) машини ( мал. 1 ) розміщується сердечник (металевий або волокнистий), довкола якого повинні звиватися дроту або пасма. Звиваючий орган машини має шаблон для розподілу проволікав або пасм і преформатор для здобуття пасм, що не розкручуються, або канатів. У формуючому обтисковому механізмі з плашками утворюється конус звивання пасм або канатів і відбувається їх опресовування. Для рихтування виробів призначений ролічний механізм, з якого виріб тяговим і приймальним механізмами подається для намотування на котушки або барабани.
Залежно від конструкції звиваючого органу розрізняють машини двох типів: роторні (корзини), в яких котушки в рамах розміщуються між окремими дисками і беруть участь в його обертанні, і трубчасті (сигарні), в яких зарядні котушки розташовуються в дебалансированних каретках послідовно усередині труби-сигари (по її осі), але не обертаються разом з трубою. У обох випадках котушки обертаються довкола своїх осей під дією сили, що виникає при стяганні проволікав, каболок або пасм тяговим механізмом. У роторних машинах сердечник проходіт усередині полого валу ротора, а в трубчастих — по внутрішній поверхні труби. Напрям звивання визначається зміною напряму обертання сповивального органу, а крок звивання — відповідним підбором частоти обертання сповивального органу і окружної швидкості тягового механізму. Трубчасті машини мають велику продуктивність в порівнянні з роторними і деякими канатовьющимі машинами при виготовленні канатів діаметром до 20 мм. Плетені і плоскі канати виготовляють на спеціальних машинах і верстатах-візках. Невиті До. вмонтовуються споживачами на місці вживання.
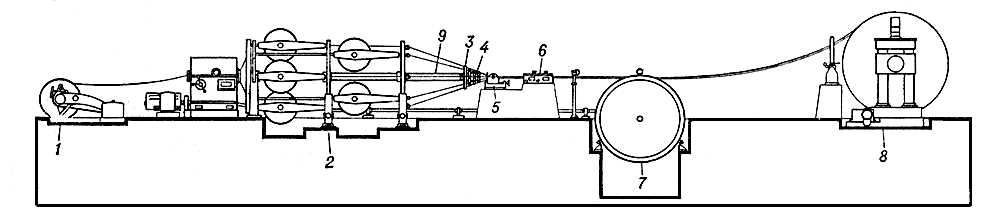
Виробництво неметалічних канатів здійснюють на машинах, званих канатними дорогами ( мал. 2 ), і стаціонарних прядевьющих і канатовьющих машинах. На канатних дорогах каболки послідовно витягуються і звиваються в пасмі завдовжки до 350 м. Потім, проходячи через головну стаціонарну і рухливу частини машини, пасма підкручування і групуються по 3 або 4 на візку з чекмарем — пристосуванням для звивання каната. За допомогою гачків головної і рухливої частин машини пасма звиваються в канати тросового, а потім кабельтової звивання. На канатних дорогах виготовляють канати або вірьовки різних діаметрів завдовжки до 250 м-код при використанні 2—3 тіпоразмеров.
На стаціонарних машинах виготовляють канати і вірьовки за дві або одну технологічну операцію. У прядевьющих машинах, на відміну від машин для виробництва пасм з дроту, котушки з каболками розміщуються в шпулярниках, а сповивальний орган об'єднаний з тяговим і приймальним механізмами, які розташовані усередині нього. Завдяки особливій заправці пасм в сповивальному органі (з додатковим зворотом) сучасної конструкції машин за один зворот сповивального органу забезпечують здобуття двох кроків звивання пасм. Канатовьющие машини для канатів з волокнистих матеріалів відрізняються від дротяних канатовьющих машин роторного типа числом зарядних рам і конструкцією планетарного механізму.
Канатно-вірьовочні вироби невеликих діаметрів виготовляються за одну технологічну операцію (одночасне виготовлення пасм і звивання їх в канат) на комбінованих шнурі-машинах і т.з. габлерках, що складаються з двох комбінованих крутильних органів: один — для пасм, а інший — для звивання каната (вірьовки) в цілому. Фали виготовляють на обплітальних машинах, а морські плетені канати — на спеціальних плетельних машинах.
Літ.: Букштейн М. А., Прядіння жорстких лубових волокон і виробництво кручених виробів, М., 1945 (Прядіння лубових волокон, ч. 3); Глушко М. Ф., Сталеві підіймальні канати, До., 1966; Сергєєв С. Т., Надійність і довговічність підіймальних канатів, До., 1968; Букштейн М. А., Виробництво і використання сталевих канатів, 2 видавництва, М., 1973.