Канатное производство, изготовление металлических и неметаллических (волокнистых) канатов на соответствующем технологическом оборудовании. Основные операции К. п.: перемотка проволоки, пряжи на катушки на волочильных или намоточных станках; свивка (скручивание) прядей на прядевьющих машинах; свивка канатов на канатовьющем или плетельном оборудовании.
Основные технологические параметры. На технологию изготовления каната влияют такие параметры, как шаг свивки, характер касания проволок в прядях и прядей в канате, направление и угол свивки, число прядей и др. Шаг свивки проволок в прядях для канатов с точечным касанием (ТК) не должен превышать 11 расчётных диаметров круглых или фасонных прядей; в канатах с линейным касанием (ЛК) — 9 диаметров, в шестипрядных канатах — не более 6,5 диаметра, в фасоннопрядных — 7,5; в канатах тройного кручения — 7, а в стренгах плоского каната — 16 диаметров.
Пряди канатов с точечным касанием изготовляют одно- и многослойными. Число слоев проволок в прядях не превышает 5, общее число проволок доходит до 61, иногда — до 91. Каждый слой в канатах ТК свивается при одинаковых углах свивки, а в ЛК — при разных, обычно в одну сторону. Спиральные канаты имеют чередующееся направление свивки для всех или части слоев, число которых доходит до 10. Пряди в канатах с линейным касанием (число слоев не более 3) изготовляют за одну технологическую операцию с числом проволок не более 48, которые свиваются в одну сторону. Углы свивки относительно оси пряди для канатов ТК находятся в пределах 12—15°, для канатов ЛК — 16—20° (для наружного слоя). Угол свивки прядей в канат выбирают близким по величине к углу свивки проволок в прядях. Для изготовления канатов односторонней свивки на канатовьющих машинах устанавливается планетарная передача, которая сообщает вращение рамам с зарядными катушками и обеспечивает подкрутку прядей для сохранения плотности их свивки.
В неметаллических (волокнистых) канатах пряди независимо от числа каболок свиваются за одну технологическую операцию. Шаг свивки прядей трёхпрядных канатов равен 0,65—0,75 длины окружности, шаг свивки кабельтовых канатов — 0,85—1, верёвок — 0,9—1,2, угол свивки — 27—33°. Направление свивки прядей и свивки каната или верёвки может быть разным. Перед свивкой проводят антикоррозийную смазку проволоки и прядей. Готовые изделия также смазывают и перед отправкой потребителям наматывают на барабаны.
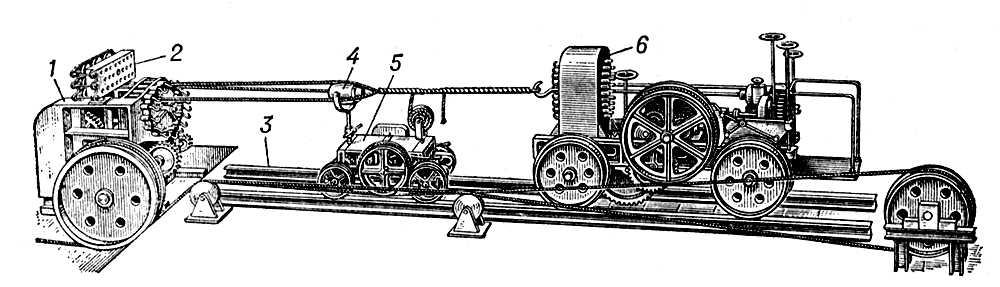
Производство металлических канатов осуществляют на прядевьющих и канатовьющих машинах, которые имеют одинаковые кинематические схемы и отличаются только размером и числом зарядных катушек (от 3 до 48). На раме (стойке) машины (рис. 1) размещается сердечник (металлический или волокнистый), вокруг которого должны свиваться проволоки или пряди. Свивающий орган машины имеет шаблон для распределения проволок или прядей и преформатор для получения нераскручивающихся прядей или канатов. В формирующем обжимном механизме с плашками образуется конус свивки прядей или канатов и происходит их опрессовка. Для рихтовки изделий предназначен роличный механизм, из которого изделие тяговым и приёмным механизмами подаётся для намотки на катушки или барабаны.
В зависимости от конструкции свивающего органа различают машины двух типов: роторные (корзиночные), в которых катушки в рамах размещаются между отдельными дисками и принимают участие в его вращении, и трубчатые (сигарные), в которых зарядные катушки располагаются в дебалансированных каретках последовательно внутри трубы-сигары (по ее оси), но не вращаются вместе с трубой. В обоих случаях катушки вращаются вокруг своих осей под действием силы, возникающей при стягивании проволок, каболок или прядей тяговым механизмом. В роторных машинах сердечник проходит внутри полого вала ротора, а в трубчатых — по внутренней поверхности трубы. Направление свивки определяется изменением направления вращения свивального органа, а шаг свивки — соответствующим подбором частоты вращения свивального органа и окружной скорости тягового механизма. Трубчатые машины имеют большую производительность по сравнению с роторными и некоторыми канатовьющими машинами при изготовлении канатов диаметром до 20 мм. Плетёные и плоские канаты изготовляют на специальных машинах и станках-тележках. Невитые К. монтируются потребителями на месте применения.
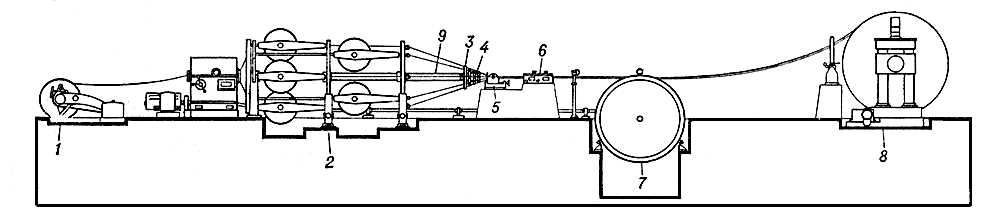
Производство неметаллических канатов осуществляют на машинах, называемых канатными дорогами (рис. 2), и стационарных прядевьющих и канатовьющих машинах. На канатных дорогах каболки последовательно вытягиваются и свиваются в пряди длиной до 350 м. Затем, проходя через головную стационарную и подвижную части машины, пряди подкручиваются и группируются по 3 или 4 на тележке с чекмарём — приспособлением для свивки каната. С помощью крючков головной и подвижной частей машины пряди свиваются в канаты тросовой, а затем кабельтовой свивки. На канатных дорогах изготовляют канаты или верёвки различных диаметров длиной до 250 м при использовании 2—3 типоразмеров.
На стационарных машинах изготовляют канаты и верёвки за две или одну технологическую операцию. В прядевьющих машинах, в отличие от машин для производства прядей из проволоки, катушки с каболками размещаются в шпулярниках, а свивальный орган объединён с тяговым и приёмным механизмами, которые расположены внутри него. Благодаря особой заправке прядей в свивальном органе (с дополнительным оборотом) современной конструкции машин за один оборот свивального органа обеспечивают получение двух шагов свивки прядей. Канатовьющие машины для канатов из волокнистых материалов отличаются от проволочных канатовьющих машин роторного типа числом зарядных рам и конструкцией планетарного механизма.
Канатно-верёвочные изделия небольших диаметров изготовляются за одну технологическую операцию (одновременное изготовление прядей и свивка их в канат) на комбинированных шнур-машинах и т. н. габлёрках, состоящих из двух комбинированных крутильных органов: один — для прядей, а другой — для свивки каната (верёвки) в целом. Фалы изготовляют на оплёточных машинах, а морские плетёные канаты — на специальных плетельных машинах.
Лит.: Букштейн М. А., Прядение жестких лубяных волокон и производство крученых изделий, М., 1945 (Прядение лубяных волокон, ч. 3); Глушко М. Ф., Стальные подъемные канаты, К., 1966; Сергеев С. Т., Надежность и долговечность подъемных канатов, К., 1968; Букштейн М. А., Производство и использование стальных канатов, 2 изд., М., 1973.