Автоматизована лінія для картерів двигунів (зображення)
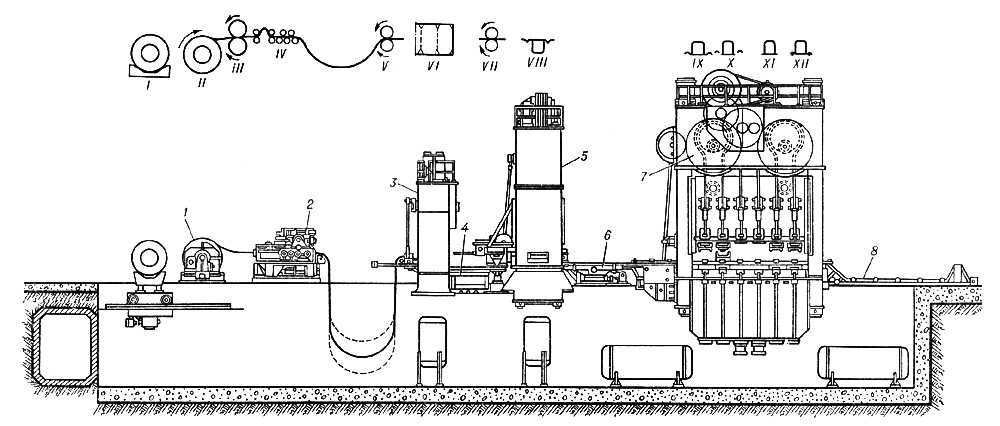
Мал. 2. Схема автоматизованої лінії для штампування картерів двигунів: I — вихідне положення рулону сталевої стрічки; II — розмотування; III — чищення; IV — правка; V — подача; VI — вирубка заготівки; VII — мастило; VIII — витяг виробу; IX — формування заново радіусів і правка фланців; X — обробка фланців по контуру; XI — формування ребер жорсткості і фланцовка по контуру; XII — пробивка отворів; 1 — розмотуючий пристрій; 2 — лістоправільная машина; 3 — двухкрівошинний прес простої дії з валкової подачею; 4 — механізм передачі і підйому стопи заготовок; 5 — одинкривошипний прес подвійної дії для витягу; 6 — механізм передачі виробів і знімання штампу; 7 — багатопозиційний прес з подачею грейфера; 8 — механізм транспортування виробів і знімання штампу.