Автоматизированная линия для картеров двигателей (изображение)
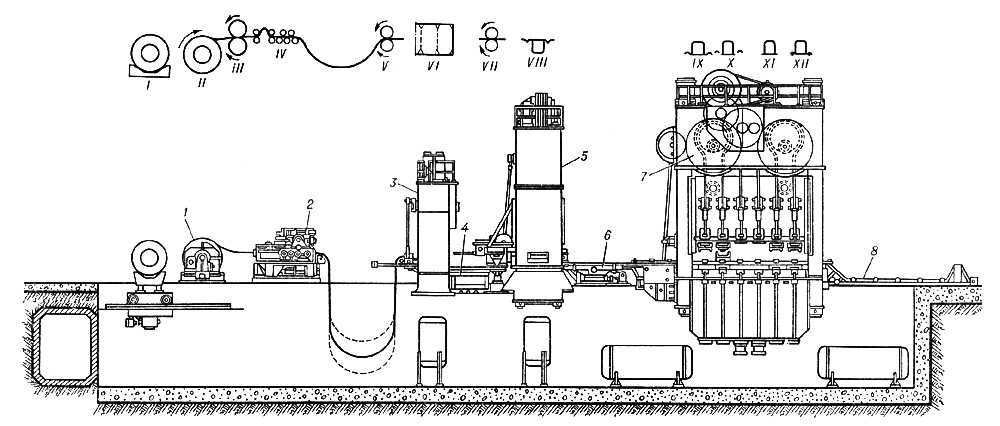
Рис. 2. Схема автоматизированной линии для штамповки картеров двигателей: I — исходное положение рулона стальной ленты; II — размотка; III — чистка; IV — правка; V — подача; VI — вырубка заготовки; VII — смазка; VIII — вытяжка изделия; IX — переформовка радиусов и правка фланцев; X — обработка фланцев по контуру; XI — формовка ребер жесткости и фланцовка по контуру; XII — пробивка отверстий; 1 — разматывающее устройство; 2 — листоправильная машина; 3 — двухкривошинный пресс простого действия с валковой подачей; 4 — механизм передачи и подъема стопы заготовок; 5 — однокривошипный пресс двойного действия для вытяжки; 6 — механизм передачи изделий и съёма штампа; 7 — многопозиционный пресс с грейферной подачей; 8 — механизм транспортирования изделий и съёма штампа.