Резьбоїзмерітельниє інструменти, резьбоїзмерітельниє прилади, засоби виміру і контролю різьблення . Розрізняють Р. і. для комплексного контролю і для виміру окремих параметрів; зовнішньою і внутрішньою резьб; циліндровою і конічною резьб; ходових гвинтів і тому подібне Найбільшою різноманітністю відрізняються Р. і. для виміру зовнішніх резьб. Внутрішні різьблення зазвичай вимірюють по зліпкам.
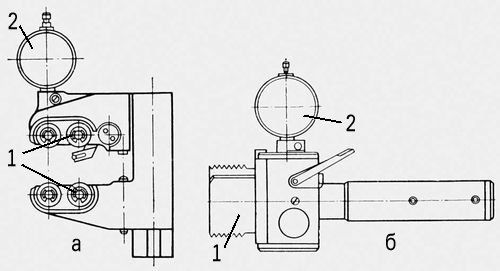
До засобів комплексного контролю, використовуваних при прийманні готових деталей, відносяться прохідні і непрохідні калібри, за допомогою яких визначають, чи знаходяться в межах, що допускаються, розміри гвинтових поверхонь (болт і гайка), що сполучаються, на довжині згвинчення. Прохідним калібром, який повинен при перевірці згвинчуватися, контролюють т.з. приведений середній діаметр (штучно створений контрольний параметр), що забезпечує сполучення різьбового з'єднання . Для комплексного контролю користуються також індикаторними Р. і. з різьбовими вимірювальними елементами ( мал. 1 ).
Р. і., призначені для виміру окремих параметрів зовнішнього різьблення — середнього діаметру, профілю і кроку, використовують при визначенні точності технологічного процесу або для оцінки експлуатаційних властивостей спеціальних точних різьбових деталей (ходових гвинтів, гвинтів мікрометрів, різьбових калібрів і т. п.). Для виміру середнього діаметру застосовують мікрометри зі вставками, що мають різьбовий профіль. Один із способів визначення середнього діаметру точного різьблення — вимір за допомогою тяганини (роликів), яка закладає між витками різьблення і яким-небудь вимірювальним засобом — оптиметром, мікрометром і ін. Визначають розмір по висоті, на яку виступає тяганина над зовнішнім діаметром різьблення. Користуються також спеціальними пристосуваннями з трьома, двома або одним зволіканням, а при вимірі середнього діаметру внутрішнього різьблення — нутромірами спеціальної конструкції або приладами із змінними сферичними наконечниками.
Вимір профілю різьблення в деталях з відносно крупним кроком (ходові гвинти, черв'яки) виробляють приладами, вимірювальний вузол яких розвертається на кут профілю різьблення, і наконечник переміщається уздовж її бічної поверхні. Інколи для цієї мети користуються кутомірами спеціальної конструкції. Крок різьблення зазвичай визначають в осьовому перетині на інструментальних і універсальних мікроскопах і проекторах (див. Оптичний вимірювальний прилад ). Для контролю точних різьбових деталей (наприклад, ходових гвинтів) служать прилади, що забезпечують безперервний вимір кроку гвинтової лінії при обертанні деталі. Вимір здійснюють методом порівняння реальної гвинтової лінії з теоретичною гвинтовою лінією відтворною на приладі за допомогою зразкового гвинта ( мал. 2 ), або імпульсних лінійних і кутових датчиків, що видають імпульси з частотою, пропорційною лінійним переміщенням гвинтової поверхні за певний кут повороту. При використанні імпульсних датчиків обробку даних виробляють на ЕОМ(електронна обчислювальна машина), що є частиною приладу.
Літ.: Піськорський Р. А., Рабіновіч А. Н., Прилади для контролю циліндрових резьб, М., 1960; Оптичні прилади для виміру лінійних і кутових величин в машинобудуванні, М., 1964.