Прядильне виробництво, сукупність технологічних процесів, необхідних для вироблення (з відносно коротких волокон) безперервної нитки, — пряжа, використовуваною для виготовлення текстильних виробів: тканин, трикотажу, гардин, мереж, шнурів, ниток, канатів і ін. Інколи П. п. називають прядінням.
Залежно від вигляду тих, що переробляються волокон розрізняють хлопко-, шерсто-, льонопрядіння і т.п. У П. п. волокна, що поступають на переробку, розпушуються і очищаються, потім з волокон формується стрічка, з якої після витягування і зміцнення (кручення або сученія ) отримують рівницю . Надалі з рівниці або із стрічки витягуванням або дискретизацією (розділенням) з подальшим складанням і крученням виробляється пряжа.
Ручне прядіння відоме з епохи пізнього неоліту. Було поширено майже у всіх народів, за винятком народів Крайньої Півночі, де носили хутряний одяг. Прадавніми матеріалами для прядіння були волокна шерсті, льону, конопель, а в деяких місцях і кропива; у Індії — бавовни. Найбільш примітивний спосіб прядіння полягав в освіті пальцями стрічки з волокон і в сученії її долонями в прямовисному положенні або на колінах. Першими знаряддями прядіння були ручні гребені для розчісування волокон і ручні веретена для скручування. Волокна, приготовані для прядіння, прив'язувалися до прядки з підставкою (донцем) або прялися безпосередньо з гребеня. Прядки і прясельця (важки для веретен) на території СРСР відомі по розкопках з 2-го тис. до н.е.(наша ера) Першим етапом в удосконаленні ручного прядіння було створення прядки з приводом веретена від колеса, що оберталося, і винахід самопрялки, що мала веретено з рогулькою, що дозволяло одночасно скручувати і намотувати пряжу. Самопрялки з ножним приводом відомі в Європі з 15 ст
З середини 18 ст почало розвиватися машинне прядіння. У Великобританії в 1738 була запатентована машина безперервного (ватерного) прядіння з витяжним приладом (Л. Пауль), на якій здійснювалося витягування кручення і намотування пряжі; у 1748 сконструйована кардочесальная машина; у 1765 Дж. Харгрівсом створена прядильна машина періодичного (сельфакторного) прядіння, на якій спочатку вироблялися відрізки пряжі певної довжини, а потім йшло намотування. У 1772—79 її удосконалили К. Вуд і С. Кромптон (покращувану конструкцію стали називати мюль-машиною). У 1823—30 була запропонована автоматична прядильна машина періодичної дії, а в 1870 — кольцепрядільная машина безперервної дії. Гребнечесальную машину винайшов француз Ж. Хейльман в 1845. У Росії в 1760 Р. Глінков організував в Серпейське льонопрядильну фабрику, де були встановлені створені їм гребнечесальниє машини і багатоверетенні прядильні машини з механічним приводом; бавовнопрядильна фабрика (Александровськая мануфактура поблизу Петербургу) почала працювати в 1799. На цій фабриці в 1833 були виготовлені і упроваджені у виробництво двозонні витяжні прилади високого витягу з ущільнювачем.
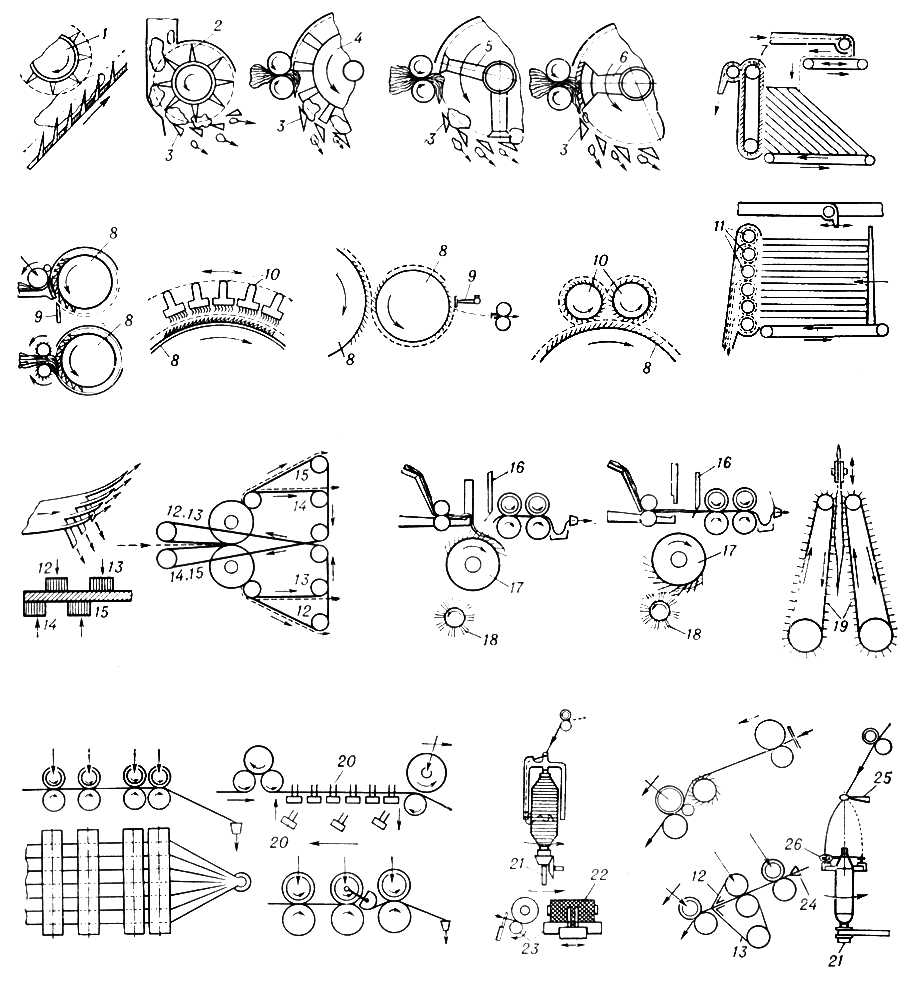
До середини 20 ст кільцеві прядильні машини безперервної дії витіснили менш продуктивні і складніші машини періодичної дії, були створені витяжні прилади високого і екстрависокого витягу, а також нові конструкції тіпальних для розпушувача агрегатів і чесальних машин, вдосконалені веретена ровнічних і кольцепрядільних машин і т.д. На мал. 1 показані робочі органи прядильних машин.
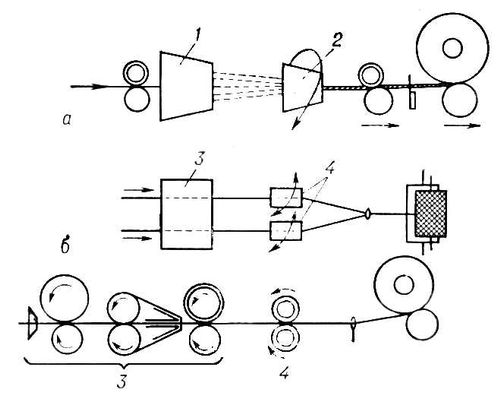
В П. п. розрізняють 3 основних етапу переробки волокон: підготовку волокон до прядіння і формування стрічки; передпрядіння — здобуття рівниці; прядіння — формування пряжі. В деяких випадках перші етапи об'єднуються (апаратна система прядіння) або виключається 2-й етап, а пряжа виробляється безпосередньо із стрічки (безровнічноє прядіння).
Підготовка волокон до прядіння починається з розпушування (розділення на дрібні клаптики) спресованої сировини за допомогою голок, кілочків, зубів і ін. робочих органів живильників, розпушувачів, розпушувачів і ін. машин. Очищення волокон від домішок виробляється головним чином механічним способом в тіпальних машинах (можливі також аеродинамічні і електропневматичні способи). Розпушування зазвичай супроводиться очищенням волокон, а очищення (тіпання ) — розпушуванням. У шерсто- і льонопрядінні тіпання — основний процес, при якому волокниста маса одночасно розпушується і очищається.
Для рівномірного розподілу в суміші волокон різного вигляду, тобто для додання матеріалу однакових властивостей, волокна змішуються. У П. п. застосовуються організований спосіб змішування (подовжнє складання шарів, потоків, стрічок і т.п.) і неорганізований, або випадковий (розподіл волокон в результаті ворушіння — перемішування). Змішування здійснюється в спец.(спеціальний) змішуючих машинах, а неорганізоване змішування — також в машинах розпушувачів як супутній процес.
, тіпальних і змішуючих машини Розпушувачів агрегатуються, утворюючи тіпальну для розпушувача установку в хлопкопряденії або об'єднуються в потокову лінію в шерсто- і льонопрядінні.
Потім оброблюваний матеріал піддається чесанню (див. Чесання волокнистих матеріалів ), в результаті якого волокна відокремлюються і остаточно очищаються від дрібних і чіпких домішок і пороків. Розрізняють 2 основні методу чесання: кардочесаніє, при якому волокна піддаються дії голок або зубів робочих органів капелюшною або валічной чесальної машини (див. Кардолента ), і гребнечесання, яке здійснюється на гребнечесальних машинах .
В результаті кардочесанія утворюється тонкий шар мало розпрямлених і слабо орієнтованих волокон (ватка-прочісування), який на тих же чесальних машинах формується в стрічку. Після гребнечесання виходить ватка-прочісування, що складається з довших і добре розпрямлених орієнтованих волокон.
Етап підготовки волокон в П. п. завершується на стрічкових машинах витягуванням стрічки до заданої тоніни і складанням її. При витягуванні, зазвичай здійснюваному механічним витяжним приладом, стрічка в результаті зсуву волокон стоншується, волокна при цьому розпрямляються, відокремлюються і орієнтуються. В процесі складання стрічок окремі ділянки їх складаються в найрізноманітніших комбінаціях, що обумовлює вирівнювання продукту. Для здобуття ефективного розпрямлення і змішення волокон процеси витягування і складання повторюються 2—3 рази. Найбільш ефективне вирівнювання товщини стрічки за допомогою автоматичного регулювальника, який змінює розміри витяги у витяжному приладі залежно від товщини вхідного в прилад внеску.
Прядіння безпосередньо із стрічки на кільцевих прядильних машинах не набуло широкого поширення, т.к. в цьому випадку конструкція витяжних приладів машин ускладнювалася. Тому на етапі передпрядіння із стрічки виробляється рівниця. На ровнічних машинах здійснюються процеси витягування і кручення (або сученія) стрічки, а також намотування рівниці на котушку. Кручення додає рівниці необхідну міцність і здійснюється за допомогою рогульчатого веретена. Інтенсивність кручення характеризується суканням , де n в — частота обертання веретена; u вц — швидкість випуску рівниці з витяжного приладу. Процес сученія здійснюється на ровнічних машинах вовнопрядильного виробництва.
На останньому етапі П. п. — прядінні, рівниця витягується до тоніни пряжі у витяжних приладах, скручується, тобто перетворюється на пряжу, з якої формується пакування (качан). Кручення і намотування пряжі ведеться крутільно-мотальним механізмом, що включає веретено, кільце і бігунок. Перспективні безверетенні способи прядіння, що забезпечують збільшення виробництва в 2—3 рази. При такому прядінні процеси кручення і намотування здійснюються самостійними робочими органами ( мал. 2 ). Враховуючи вигляд сил, що діють на волокна, розрізняють наступні способи безверетенного прядіння: пневмомеханічний, вихровий і електромеханічний.
Наприклад, при пневмомеханічному прядінні волокна, що дискретизують, струменем повітря подаються в камеру, що швидко обертається, де відкидаються на збірну поверхню (жолоб) камери, утворюючи стрічку, яка виводиться з камери і намотується на бобіну. Кручення пряжі відбувається в результаті обертання камери. Для виробництва гребінної пряжі з шерсті, використовується безверетенне самокруточноє прядіння. При формуванні самокруточной пряжі здійснюється витягування продукту (рівниці або стрічки) у витяжному приладі; реверсивне кручення стрічок в крутильному пристрої; самоськручиваніє при подовжньому з'єднанні 2 продуктів, що мають сукання періодично змінного напряму; намотування пряжі.
Залежно від властивостей волокна, що переробляється, і необхідних властивостей пряжі застосовується декілька систем прядіння, які відрізняються головним чином виглядом чесання.
Кардная система прядіння (кардочесальниє машини) використовується для виробництва пряжі середньої і великої лінійної щільності з однорідних волокон середньої довжини, наприклад средневолокністого бавовни, хімічних волокон, коротковолокнистого льону і очосів.
Гребінна система (кардочесальниє і гребнечесальниє машини) застосовується при здобутті гребінної пряжі малої і середньої лінійної щільності з довгих відносно рівномірних волокон і сумішей, наприклад довговолокнистої бавовни, рівномірною по довжині шерсті, очосів льону, хімічних волокон, відходів шовку. По гребінній системі без кардочесанія виготовляють пряжу малої і середньої лінійної щільності з найбільш довгих однорідних волокон, наприклад довговолокнистого льону, прядива, відходів шовку і щонайдовшій шерсті.
Апаратна система, що характеризується вживанням 2—3 переходів валічних чесальних машин і відсутністю стрічкових і ровнічних машин, призначається для виготовлення пряжі великої лінійної щільності з коротких і нерівномірних волокон різних видів і їх сумішей, наприклад короткою і нерівномірною по довжині шерсті, коротковолокнистої бавовни, хімічних волокон. Така пряжа більш рихла, пухнаста і нерівномірна, чим кардная.
Штапельна система використовується при виробництві пряжі з джгута елементарних хімічних ниток. У цій системі відсутні процеси розпушування, тіпання і чесання. Стрічка формується на штапелюючих машинах з волокон, що утворюються при розрізанні або розриві ниток. У однопроцессной штапельній системі пряжа утворюється на прядильній машині, на якій здійснюються штапелірованіє, витягування стрічки, кручення і намотування пряжі. Якщо штапелірованіє ведеться на ровнічной машині, а пряжа виробляється з рівниці на кольцепрядільной машині, то система називається двухпроцессной штапельною. Текстуровану (високоеластичну) пряжу отримують на кардной або гребінній системі з сумішей разноусадочних хімічних волокон. Меланжева пряжа виготовляється з суміші різнозабарвлених волокон. Кручена пряжа виробляється на прядильно-крутильних машинах або крутильних машинах.
Технологічний режим роботи машин П. п. регламентується планом прядіння і залежить від властивостей сировини, що переробляється, призначення пряжі і характеристик машин. У план прядіння включаються найважливіші технологічні параметри: лінійна щільність продукту, що виходить, сукання і витяг, число складань і т.д.
Подальше вдосконалення П. п. пов'язане із створенням високопродуктивних машин і потокових ліній, використанням оптимального об'єму пакувань і автоматизацією їх знімання і транспортування, вживанням централізованого контролю режиму роботи машин і характеристик продукту, впровадженням автоматизованої системи управління технологічними процесами.
Літ.: Васильев Н. А., Питання теорії прядіння, М. — Л., 1932; Канарський Н. Я., Ефрос Би, Е., Будников В, І., Російські люди в розвитку текстильної науки, М., 1950; Зотіков Ст Е., Будников І. Ст, Триков П. П., Основи прядіння волокнистих матеріалів, М., 1959; Механічна технологія волокнистих матеріалів, М., 1969; Розрахунок і конструювання машин прядильного виробництва, М., 1969; Севостьянов А. Р., Шилова Н. І., Безверетенне прядіння, М., 1969.