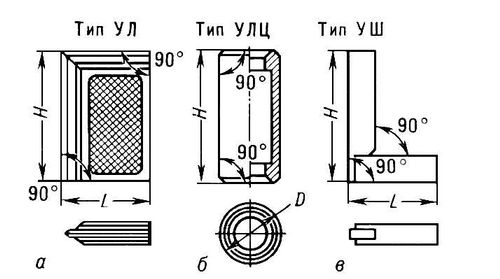
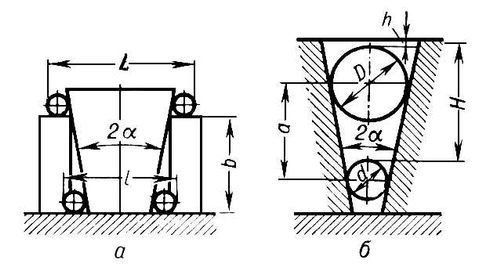
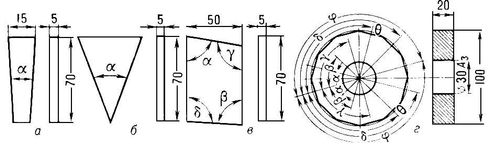
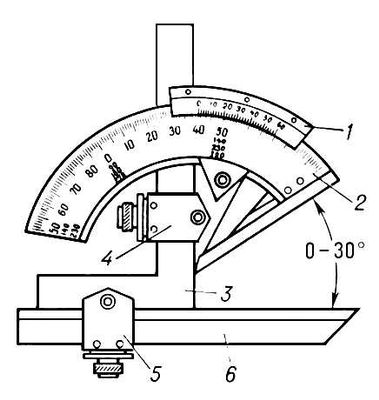
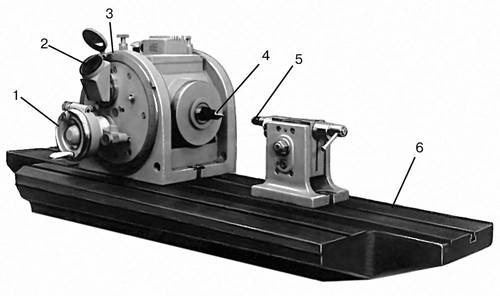
Кутомірні прилади в машинобудуванні, група засобів виміру кутів. Залежно від способу виміри розрізняють 4 види В. п.. До першої групи відносять прилади, вживання яких засноване на порівнянні вимірюваного кута з крутим заходом: призматичні кутові міри з кутами від 1'' до 180° ( мал. 1 ), косинці ( мал. 2 ), зазвичай з кутом 90°, конусні калібри, шаблони і ін. Відмітною особливість В. п. цієї групи — постійність одного (наприклад, в косинці) або декількох (наприклад, в призматичній мірі) кутів. При використанні цих приладів їх або безпосередньо вводять в зіткнення із створюючими вимірюваного кута (потім визначають міру прилягання «на просвіт» або «по фарбі»), або по ним налаштовують на нуль відліковий пристрій якого-небудь контрольного пристосування. До другої групи відносять прилади для виміру кутів методом порівняння їх з кутом, на який налаштовується вимірювальний прилад, наприклад тангенсниє і синусні лінійки . Налаштування виробляють по функціях тангенса або синуса на розмір вимірюваного або додаткового кута. За допомогою відлікового пристрою вимірюваний кут порівнюють з кутом, на який налаштований прилад, і визначають відхилення. До третьої групи входять прилади, в яких застосовується спосіб порівняння вимірюваного кута з кутовою шкалою: кутоміри з ноніусом ( мал. 3 ), оптичні кутоміри, ділильні голівки ( мал. 4 ), ділильні столи, рівні, теодоліти, квадранти, гоніометри і так далі Цей спосіб часто називають гоніометричним. Шкала відлікового пристрою цих В. п. має ціну ділення від 1" до 2'' в діапазоні від 0 до 180—360°. Ці В. п. мають пристрою для базування приладу на вимірюваній деталі або деталі на приладі. За допомогою спеціального пристрою можна фіксувати в певному положенні вимірюваний кут для порівняння його розміру з кутом на шкалі В. п. Четвертую групу складають прилади, вживання яких грунтується на визначенні розміру сторони прямокутного трикутника (при постійному розмірі іншої сторони) і обчисленні по тригонометричних функціях синуса і тангенса значення шуканого кута (так званий непрямий, або тригонометричний, метод виміру). Ці виміри виробляють на вимірювальних мікроскопах, координатно-вимірювальних машинах, спеціальних пристосуваннях і так далі Наприклад, внутрішні і зовнішні конуси вимірюють з використанням кульок і роликів ( мал. 5 ). Для цього яким-небудь вимірювальним засобом визначають розмір L по роликах у великої підстави конуса, потім розмір l в малої підстави і висоту b, яка встановлюється по кінцевих заходах ( мал. 5 , а). За цими даними обчислюють tga =( L— l ) / 2b , визначають а і порівнюють цей кут із заданим. При визначенні кута внутрішнього конуса вимірюють h і Н ( мал. 5 , би) до вершин великої і малої ( D і d ) кульок, розміри яких аттестовани, і по знайденій відстані а між ними обчислюють sina = D — d / ( 2a — D+d ) .
Отримують розвиток В. п., засновані на порівнянні вимірюваного кута з кутовою шкалою, в яких застосовують індуктивні рахункові системи (у рівнях, ділильних столах, ділильних голівках), магнітні і растрові шкали, використання яких дозволяє автоматизувати процеси виміру і реєстрацію результатів виміру. При автоматичному контролі найчастіше застосовують тригонометричний спосіб.
Літ.: Ейдінов В, Я., Вимір кутів в машинобудуванні, М., 1963; Оптичні прилади для виміру лінійних і кутових величин в машинобудуванні, М., 1964; Оптіко-механічні прилади, М., 1965.