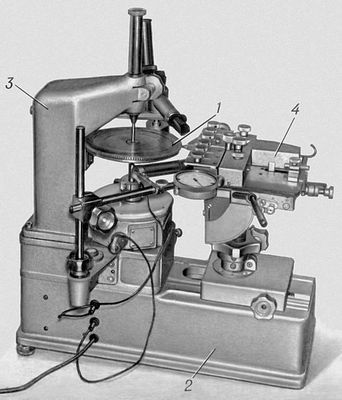
З . п. вимірюють циліндрові колеса (прямозубиє і косозубиє, із зовнішнім і внутрішнім зачепленням), конічні колеса, черв'яки і черв'ячні фрези. Особливу групу складають З. п. для дрібно-модульних коліс (з модулем менше 1 мм ). Прилади, службовці для контролю циліндрових коліс зовнішнього зачеплення, часто забезпечуються пристосуваннями для контролю ін. коліс або елементів зачеплення, зуборізного інструменту і т.д. З. п. можна виявляти певні експлуатаційні властивості коліс: кінематичну точність, плавність роботи, повноту контакту і бічний зазор. Універсальними приладами можна перевіряти декілька параметрів колеса ( мал. 1 ) або один параметр в певному діапазоні розмірів без спеціальних настроювальних пристосувань (наприклад, універсальний евольвентомер ).
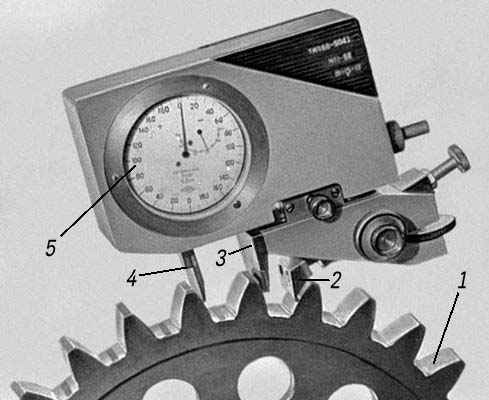
З . п. можуть бути станковими (див. мал. 1 ), коли контрольоване колесо встановлюється на прилад; накладними ( мал. 2 ), коли прилад накладають при вимірі на колесо: приставними, коли встановлюють колесо і прилад від однієї бази на контрольній плиті або на верстаті. Найбільш поширені станкові прилади бувають 4 тіпоразмеров, визначуваних діаметром ділильного кола контрольованих зубчастих коліс: 5—120; 20—320; 200—800; 500—1250 мм. З. п. використовують для приймального (остаточного) і технологічного контролю. При приймальному контролі З. п. оцінюють параметри, що характеризують точність зубчастого колеса як елементу майбутньої передачі. Такі прилади служать для комплексного методу контролю, при якому виявляються погрішності комплексу взаємозв'язаних елементів колеса, наприклад при зачепленні його з вимірювальним колесом, погрішністю якого нехтують. При технологічному контролі З. п. визначають окремі параметри зубчастих коліс (крок, профіль і т.д.), однозначно пов'язані з яким-небудь елементом технологічного процесу обробки (наприклад, інструменту, верстата і т.д.). У практиці прилади для технологічного контролю часто використовуються і як приймальні.
З. п. для циліндрових коліс з модулем більше 1 мм призначаються для контролю наступних показників: кінематичній погрішності, накопиченій погрішності і різниці окружних кроків; радіального биття зубчастого вінця (бієніємер); міжцентрової відстані (межцентромер ); хвилястості поверхні (хвилемір); кроку зачеплення (крокомір ); форми і розташування контактної лінії (контактомер); напрями зуба (ходомер ); профілю (евольвентомер), товщини зуба (зубомер), довжини загальної нормалі (нормалемер ); положення вихідного контура.
Різноманітність З. п. пояснюється складністю геометричної форми зубчастих коліс, різноманіттям способів їх обробки, а також можливістю виявляти одні і ті ж експлуатаційні властивості колеса контролем різних його параметрів. Конкретні параметри, які необхідно перевіряти, встановлюються заводськими або галузевими технічними документами на виготовлення зубчастих передач, а також рекомендаціями по стандартизації РС 373—65 «Приладів для контролю циліндрових зубчастих коліс».
Перспективною є система єдиної оцінки експлуатаційної якості зубчастих коліс, яка передбачає вдосконалення приладів для контролю кінематичної погрішності, т.з. приладів для комплексного однопрофільного контролю. Результати такого контролю представляють складну періодичну функцію, яку можна піддавати гармонійному аналізу, наприклад за допомогою ЕОМ(електронна обчислювальна машина). Розвиток таких способів обробки результату вимірів дозволяє в означає. мірі відмовитися від нормування всіх елементів зубчастого колеса, що веде до скорочення числа приладів. Такий вигляд контролю якнайповніше характеризує експлуатаційні властивості колеса, що перевіряється, і дозволяє проводити аналіз погрішностей технологічного процесу.
Літ.: Тайц Би. А., Марков Н. Н., Норми точності і контроль зубчастих коліс, М. — Л., 1962; Марков Н. Н., Зубоїзмерітельниє прилади. М., 1965; Марков А. Л., Вимір зубчастих коліс, 3 видавництва, Л., 1968.