Зубообрабативающий верстат, металоріжучий верстат для обробки зубчастих коліс, черв'яків і зубчастих рейок. Залежно від вживаного інструменту (див. Зуборізний інструмент ) розрізняють зубофрезерниє, зубодолбежниє, зубострогальниє, зубоотделочниє (зубошевінговальниє, зубошліфовальниє, зубохонінговальниє, зубопрітірочниє, зубообкаточниє і зубозакругляющие) верстати.
На З. с. здійснюють: чорнову обробку зубів, чистову обробку зубів, прироблення зубчастих коліс, доведення зубів, закруглення торців зубів.
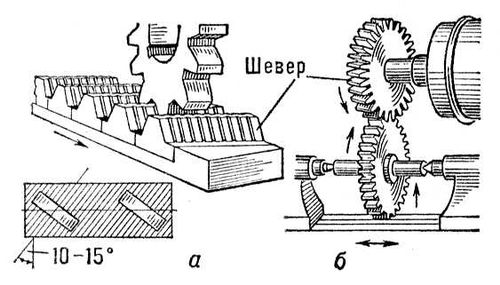
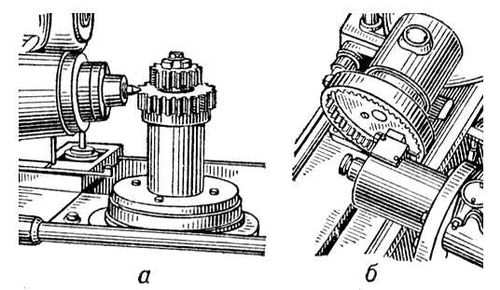
На зубофрезерних верстатах нарізують циліндрові прямозубиє, косозубиє і з шевронними зубами колеса, черв'ячні зубчасті колеса. Найбільш поширені в промисловості вертикальні зубофрезерниє верстати випускаються з рухливим столом і нерухомою стійкою і з рухливою стійкою і нерухомим столом ( мал. 1 ). При нарізуванні зубчастих коліс заготівка жорстко пов'язана з ділильним черв'ячним колесом, одержуючим обертання від ділильного черв'яка, який змінними зубчастими колесами кінематично пов'язаний з черв'ячною фрезою. Співвідношення частоти обертання черв'ячної фрези і заготівки визначається передавальним відношенням набору змінних зубчастих коліс.
найширше застосовуються зубофрезерниє верстати, що забезпечують нарізування зубчастих коліс з модулем від 0,05 до 10 мм і діаметром від 2 до 750 мм.
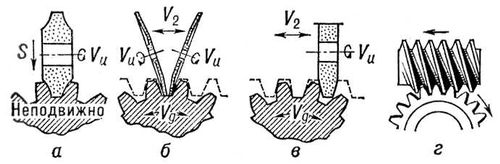
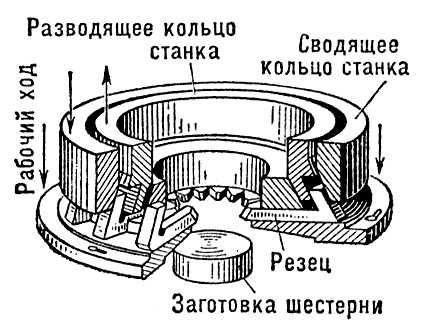
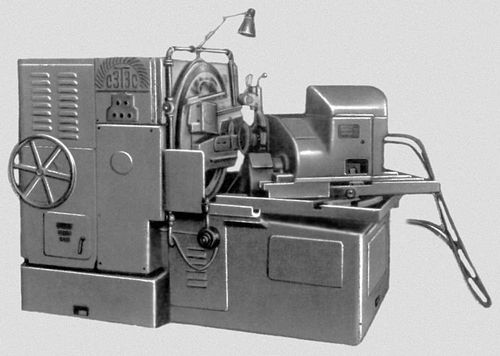
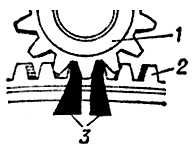
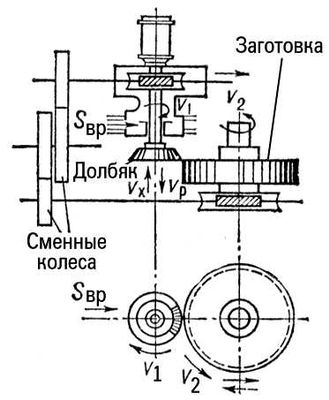
На зубодолбежних верстатах нарізують циліндрові зубчасті колеса зовнішнього і внутрішнього зачеплення з прямими і косими зубами, блоки зубчастих коліс, колеса з буртами, зубчасті сектори, шліцьові валики, зубчасті рейки, храповиє колеса і т. п. Звичайне нарізування виробляється методом обкатки, рідше — методом копіювання (див. Зубонарезаніє ). Найбільше вживання в промисловості мають вертикальні зубодолбежниє верстати ( мал. 2 ). Ріжучим інструментом є долбяк, який рухається зворотно-поступальний паралельно осі заготівки. Головний (робоче) рух — V p , при зворотному (неодруженому) ході V x різання не здійснюється. Рух кругової подачі S вр здійснюють, повідомляючи обертальний рух і долбяку, і заготівці в напрямах V 1 і V 2 з тим, щоб вони оберталися так, як оберталися б, будучи в зачепленні, два зубчасті колеса. Для цього долбяк і заготівку сполучають жорстким кінематичним ланцюгом із змінними зубчастими колесами і реверсивним пристроєм. При долбленії зубів коліс із зовнішнім зачепленням напрям обертання долбяка протилежний до напряму обертання заготівки (як це показано на схемі ), а при долбленії коліс з внутрішнім зачепленням ці напрями збігаються. Шевронні зубчасті колеса зазвичай нарізують на горизонтальних зубодолбежних верстатах по черзі працюючими долбякамі з косими зубами правого і лівого напряму. Найбільш поширені зубодолбежниє верстати для нарізування зубчастих коліс з модулем від 0,2 до 6 мм і діаметром від 15 до 500 мм ; для нарізування зубчастих коліс з модулем від 8 до 12 мм, діаметром від 800 до 1600 мм. Обробка по методу копіювання здійснюється одночасним долбленієм всіх западин зубчастого колеса фасонними зуборізними голівками ( мал. 3 ). Принцип дії таких голівок полягає в тому, що фасонні різці, число яких відповідає числу западин (зубів) оброблюваного зубчастого колеса, укріплені в голівці, виробляють одночасно (за один прохід) долбленіє всіх западин, після чого розводяще кільце відводить різці.
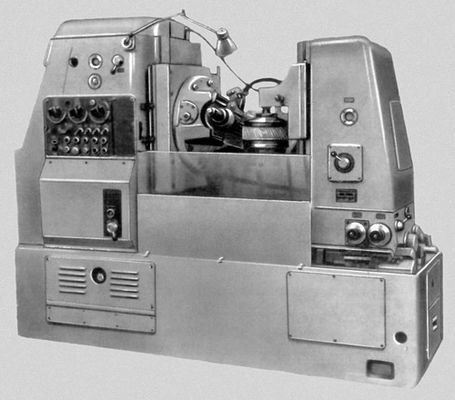
На зубострогальних верстатах ( мал. 4 ) обробляють конічні зубчасті колеса з прямими зубами по методу обкатки одним або частіше двома різцями. На цих верстатах відтворюється зачеплення нарізуваного зубчастого колеса з уявним плоским виробляючим зубчастим колесом; при цьому два зуби останнього є зубострогальниє різцями, що здійснюють зворотно-поступальне рух. Т. о., бічні поверхні кожного із зубів нарізуваного зубчастого колеса формуються в результаті руху різців і обробки що знаходяться в зачепленні плоского і нарізуваного зубчастих коліс. Процес нарізування зубів відбувається при русі різців до вершини конуса заготівки, а зворотний хід є неодруженим (у цей період різці відводяться від заготівки). Нарізування конічних зубчастих коліс з круговими зубами здійснюється методом обкатки на спеціальних верстатах з вживанням зуборізної різцевої голівки, що є диском зі вставленими по його периферії різцями, оброблювальними профіль зуба з двох сторін (перша половина різців обробляє одну сторону, друга половина — іншу). Найбільш поширені зубострогальниє верстати для нарізування конічних зубчастих коліс з модулем від 2,5 до 25 мм і довжиною зуба від 20 до 285 мм, для чорнового нарізування і чистової обробки великогабаритних конічних прямозубих коліс з модулем до 16 мм, для чорнового і чистового нарізування конічних коліс з гвинтовими зубами з модулем до 25 мм.
Зубошевінгованіє (бриюче різання) виробляється на зубошевінговальних верстатах. Засновано на взаємному ковзанні зубів інструменту і оброблюваного зубчастого колеса, що знаходяться в зачепленні, при зустрічному русі ( мал. 5 ). По напряму подачі розрізняють три методи зубошевінгованія: паралельний, діагональний і дотичний. Інструментом є шевер — дисковий, рейковий і черв'ячний. Перші два типи — для обробки циліндрових зубчастих коліс, останній — для черв'ячних.
На зубошліфовальних верстатах виробляють обробку зубчастих коліс обкаткою і профільним копіюванням за допомогою фасонного шліфувального круга ( мал. 6 , а). По виконання розрізняють зубошліфовальниє верстати з вертикальним і горизонтальним розташуванням оброблюваного зубчастого колеса. В процесі шліфування методом обкатки відтворюють зубчасте зачеплення пари рейка — зубчасте колесо ( мал. 6 , би, в), в якому інструментом є шліфувальний круг (або круги), що імітує рейку. Шліфувальні круги здійснюють обертальний і зворотно-поступальний рухи; останнє — аналогічно уявній виробляючій рейці. Обкатуючись по тому, що повертається (у обидві сторони) оброблюваному зубчастому колесу, шліфувальні круги своїми торцями шліфують поверхні зубів. По методу обкатки працюють також верстати з використанням як інструмент абразивного черв'яка ( мал. 6 , г).
На зубохонінговальних верстатах здійснюють обробку прямозубих і косозубих коліс з модулем 1,25—6 мм, а також зубчастих коліс з фланкированнимі і бочкоподібними зубами для зменшення шорсткості поверхні профілю зубів. Зубохонінгованіє виробляють на верстаті, аналогічному шевінговальному, при осях інструменту (зубчастого хону) і оброблюваного зубчастого колеса, що схрещуються, але що не має механізму радіальної подачі. Встановлюване в центрах верстата зубчасте колесо здійснює, окрім обертального (що реверсує), також і зворотно-поступальний рух уздовж своєї осі. Зубчастим хоном є зубчасте колесо з профілем гелікоїда, виготовлене з пластмаси і шаржоване абразивним порошком, зернистість якого вибирається залежно від величини пріпуська (0,025—0,05 мм ) і вимог до шорсткості поверхні . Зубохонінгованіє виробляють при постійному тиску між зубами оброблюваного зубчастого колеса і хону («у розпір») або при їх беззазорному зачепленні, при постійній міжцентровій відстані. Перший спосіб забезпечує виготовлення зубчастих коліс вищої точності. Необхідною умовою зубохонінгованія є рясне охолоджування і ефективне видалення металевого пилу з оброблюваної поверхні.
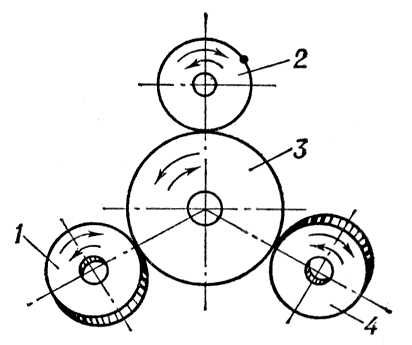
На зубопрітірочних верстатах після термічної обробки зубчастих коліс виробляють операцію зубопрітірки. Інструментом служать прітіри — чавунні зубчасті колеса, що знаходяться в зачепленні з оброблюваним зубчастим колесом. Прітіри змащують сумішшю дрібного абразивного порошку з маслом. Оброблюване зубчасте колесо ( ріс.7 ) обкатують трьома прітірамі. Осі прітіров із спіральними або прямими зубами нахилені до осі оброблювального зубчастого колеса; вісь третього притиру паралельна осі оброблюваного зубчастого колеса і обертається поперемінно у різних напрямах для забезпечення рівномірної обробки зуба з обох боків. Прітіри також здійснюють зворотно-поступальний рух в осьовому напрямі на довжині близько 25 мм.
На зубообкаточних верстатах обробляють незагартовані зубчасті колеса в масляному середовищі без абразивного порошку. Оброблюване колесо працює в парі з одним або декількома загартованими колесами-еталонами, виготовленими з високою точністю. В результаті тиску зубів коліс-еталонів в процесі обкатування і наклепання, що виникає при цьому, на поверхнях оброблюваних зубів згладжуються нерівності. Цей спосіб обробки застосуємо лише для зубчастих коліс, що не вимагають високої точності, а також що не піддаються термічній обробці.
На зубозакругляющих верстатах обробляють зуби пальцьовою конічною фрезою, що обертається і здійснює зворотно-поступальний рух. За один подвійний хід фрези зубчасте колесо повертається на один кутовий крок. Переміщення інструменту уздовж зуба ( мал. 8 ) здійснюється під дією того, що обертається фасонного кулачка. На верстатах здійснюють закруглення прямих і косих зубів зубчастих коліс зовнішнього і внутрішнього зачеплення діаметром до 320 мм, а також знімають фаськи і задирки з торців зубів після їх нарізки. Під час роботи вісь інструменту знаходиться у вертикальному положенні, а заготівка нахилена до цієї осі під кутом 30—45°. Верстат працює по автоматичному циклу: швидке підведення інструменту до заготівки, робоча подача і повернення інструменту в початкове положення. Заготівка закріплюється в пристосуванні на облямовуванні.
Літ.: Балакшин Би. С., Основи технології машинобудування, М., 1969; Яхин А. Б., Ефімов Ст П., Технологія приладобудування, М., 1955; Технологія електроприладобудування, М. — Л., 1959; Гаврілов А. Н., Технологія авіаційного приладобудування, 2 видавництва, М., 1962; Соколовський А. П., Наукові основи технології машинобудування, М. — Л., 1955; Чарнко Д. Ст, Основи вибору технологічного процесу механічної обробки, М., 1963.