Екструдер (від латів.(латинський) extrudo — виштовхую), машина для розм'якшення (пластикації) матеріалів і додання ним форми шляхом продавлювання через профілюючий інструмент (т.з. голівку екструзії), перетин якого відповідає конфігурації виробу. Процес переробки матеріалів в Е. називається екструзією. У Е. отримують головним чином вироби з термопластичних полімерних матеріалів (див. Пластичні маси ), використовують їх також для переробки гумових сумішей (в цьому випадку Е. часто називають шприцом-машиною). За допомогою Е. виготовляють плівки, листи, труби, шланги, вироби складного профілю і ін., наносять тонкошарові покриття на папір, картон, тканину, фольгу, а також ізоляцію на дроти і кабелі. Е. застосовують, крім того, для здобуття гранул, підготовки композицій для каландрують, формування металевих виробів (про цей процес див.(дивися) в ст. Пресування металів, Порошкова металургія ) і інших цілей.
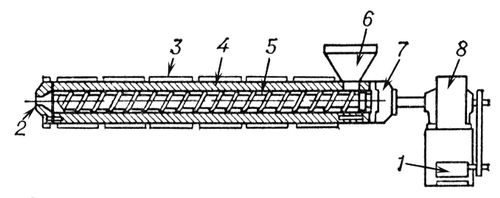
Е. складається з декількох основних вузлів: корпусу, оснащеного нагрівачами елементами; робочого органу (шнека, диска, поршня), розміщеного в корпусі; вузла завантаження матеріалу, що переробляється; силового приводу; системи завдання і підтримки температурного режиму, інших контрольно-вимірювальних і регулюючих пристроїв. За типом основного робочого органу (органів) Е. підрозділяють на одно- або багатошнекові (черв'ячні), дискові, поршневі (плунжерниє) і ін.
Перші Е. були створені в 19 ст у Великобританії, Німеччині і США для нанесення гутаперчевої ізоляції на електричні дроти. На початку 20 ст було освоєно серійне виробництво Е. Приблизно з 1930 Е. стали застосовувати для переробки пластмас; у 1935—37 паровий обігрів корпусу замінили електричним; у 1937—39 з'явилися Е. із збільшеною довжиною шнека (прототип сучасної Е.), був сконструйований перший двошнековий Е. На початку 1960-х рр. були створені перші дискові Е.
Найбільшого поширення в промисловості набули шнекові (черв'ячні) Е. (див. мал. ). Захоплюючи вихідний матеріал (гранули, порошок, стрічку і ін.) із завантажувального пристрою, шнек переміщає його уздовж корпусу. При цьому матеріал стискується [тиск в Е. досягає 15—50 Мн/м 2 (150—500 кгс/см 2 ], розігрівається, пластикується і гомогенізується. По частоті обертання шнека Е. підрозділяються на нормальних (окружна швидкість до 0,5 м-кодів/мін ) і швидкохідні (до 7 м-кодів/мін ) ; по конструктивного виконання — на стаціонарних і з корпусом, що обертається, з горизонтальним або вертикальним розташуванням шнека. Існують Е. з шнеками, що здійснюють не лише обертальний, але і зворотно-поступальний рух. Для ефективної гомогенізації матеріалу на шнеках встановлюють доповнить, пристрої (зуби, шліци, диски, куркульки і т. д.). Набувають поширення планетарно-вальцові Е., в яких довкола центрального робочого органу (шпинделя) обертається декілька (4—12) доповнить, шнеків. Принцип дії дискового Е. заснований на використанні напруги, що виникає в пружно-в'язкому матеріалі, нормальної до сдвіговим. Основу конструкції такого Е. складають 2 плоско-паралельних диска, один з яких обертається, створюючи сдвіговиє і нормальну напругу, а інший нерухомий. В центрі нерухомого диска є отвір, через який видавлюється розм'якшений матеріал. Дискові Е. володіють вищою пластикуючою і гомогенізуючою здатністю, ніж шнекові, але тиск формування, що розвивається ними, нижчий. Тому використовують їх головним чином як змішувачі-гранулятори або для підготовки матеріалу перед завантаженням в шнековий Е. Прєїмуществамі дискового і шнекового Е. володіє комбінований Е. з незалежними приводами шнека і диска. Поршневий Е. із-за низької продуктивності використовують обмежено, в основному для виготовлення труб і профілів з реактопластов (див. Штранг-пресування пластмас ) .
голівка Екструзії складається з корпусу, що обігрівається, який кріпиться до Е., і інструменту, що формує, з отвором, наприклад у вигляді щілини (при здобутті листів, плівок), що звужується до центру, або кільцевого каналу (при виготовленні труб або інших виробів круглого перетину).
Сучасні Е. — автоматизовані установки, продуктивність яких досягає 3—3,5 т/ч. Доля термопластичних полімерних матеріалів, що переробляються в Е., вагається в різних країнах в межах 30—50%.
Літ.: Бернхардт Е. (сост.), Переробка термопластичних матеріалів, пер.(переведення) з англ.(англійський), М., 1962; Завгородній Ст До., Калінчев Е. Л., Махарінський Е. Р., Устаткування підприємств по переробці пластмас, Л., 1972; Устаткування для переробки пластмас, М., 1976; Торнер Р. Ст, Теоретичні основи переробки полімерів, М., 1977.