Групповая обработка, метод изготовления деталей машин, приборов и др. изделий, основанный на объединении деталей в группы, для каждой из которых применимы однородные (групповые ) технологические операции и общая (групповая) быстро переналаживаемая технологическая оснастка. Г. о. позволяет, даже в условиях мелкосерийного производства, применять автоматическое оборудование, высокопроизводительную оснастку и др. прогрессивную технологию. Резко сокращаются затраты на изготовление приспособлений и время наладки станков. Г. о. эффективна не только в машиностроении, но и в обувной, деревообрабатывающей и других отраслях промышленности.
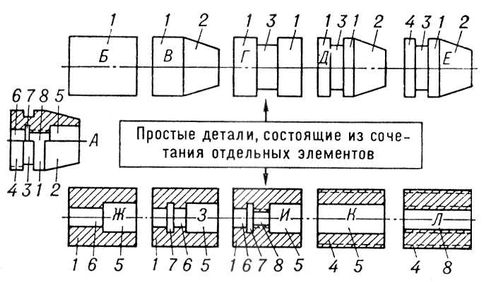
Разработка технологического процесса Г. о. начинается с создания комплексной детали (рис.) — реальной, наиболее сложной в данной группе, либо условной, спроектированной как совокупность геометрических элементов всех деталей группы. Технологический процесс проектируется для комплексной детали и с небольшими подналадками применяется для изготовления любой детали данной группы.
Лит.: Митрофанов С. П., Научные основы групповой технологии, Л., 1959; Корытный Д. М., Групповой метод механической обработки, М., 1959; Бельченко А. Я., Яценко Г. Г., Групповые методы обработки деталей машин, М. — К., 1961.