Групова обробка, метод виготовлення деталей машин, приладів і ін. виробів, заснований на об'єднанні деталей в групи, для кожної з яких застосовні однорідні (групові ) технологічні операції і загальне (групова) швидко переналагоджуване технологічне оснащення. Р. о. дозволяє, навіть в умовах дрібносерійного виробництва, застосовувати автоматичне устаткування, високопродуктивне оснащення і ін. прогресивну технологію. Різко скорочуються витрати на виготовлення пристосувань і час наладки верстатів. Р. о. ефективна не лише в машинобудуванні, але і у взуттєвій, деревообробній і інших галузях промисловості.
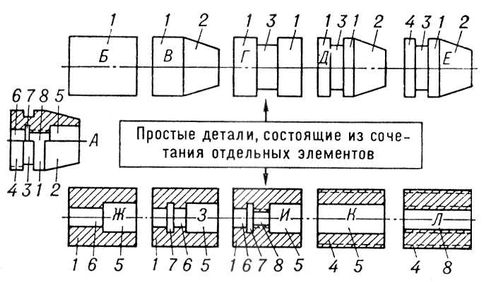
Розробка технологічного процесу Р. о. починається із створення комплексної деталі ( мал. ) — реальною, найбільш складною в даній групі, або умовною, спроектованою як сукупність геометричних елементів всіх деталей групи. Технологічний процес проектується для комплексної деталі і з невеликими підналадками застосовується для виготовлення будь-якої деталі даної групи.
Літ.: Мітрофанов С. П., Наукові основи групової технології, Л., 1959; Корито Д. М., Груповий метод механічної обробки, М., 1959; Бельченко А. Я., Яценко Р. Р., Групові методи обробки деталей машин, М. — До., 1961.