Гранильное дело, процессы (резка, обдирка, гранение, полировка) обработки поверхности природных и синтетических минералов-самоцветов и стекла для ювелирных и технических целей.
Исходное сырьё для изготовления ювелирных камней (каменных вставок, бус, подвесок и т. п.): природные и синтетические самоцветы с высоким показателем преломления света (свыше 1,54), а также поделочные цветные камни красивых расцветок и естественного рисунка, полупрозрачные и непрозрачные; стекло бесцветное и окрашенное, прозрачное, не имеющее внутренних пороков и имитирующее ограночные самоцветы.
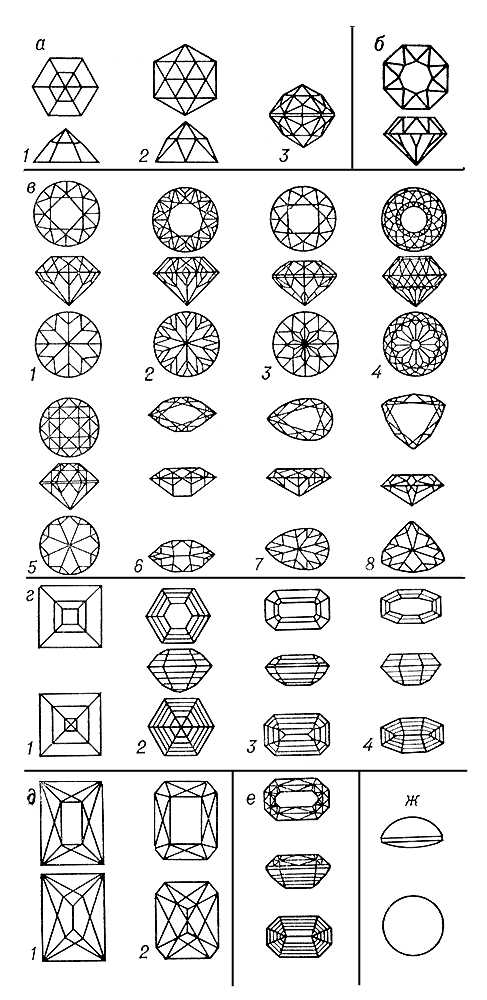
Огранка ювелирных камней заключается в придании им геометрически правильной или асимметричной формы многогранника с симметрично расположенными на его поверхности гранями. При этом для конкретного сырья подбираются наиболее рациональная форма (для сохранения массы минерала) и вид огранки, позволяющий получить максимальный оптический эффект «игру света» в камне. Для прозрачных минералов наиболее распространены виды огранки (рис. 1): розой — от 12 до 72 боковых граней; простая полубриллиантовая от 12 до 32 боковых граней; бриллиантовая от 48 до 240 и более боковых граней. Бриллиантовая огранка придаёт камню максимальный блеск и игру света. Классический вид бриллиантовой огранки содержит 56 боковых граней. Для камней квадратной, прямоугольной, ромбовидной и др. форм применяется ступенчатая огранка, клиньями или смешанная. Огранка кабошоном используется для обработки непрозрачных или полупрозрачных минералов, а иногда и прозрачных, имеющих природные пороки, — бирюзы, лазурита, опала, лунного камня, сапфира, изумруда и др. Отличительная особенность большинства подвергаемых огранке минералов — их высокая твёрдость, что обусловливает применение почти на всех этапах обработки алмазного инструмента.
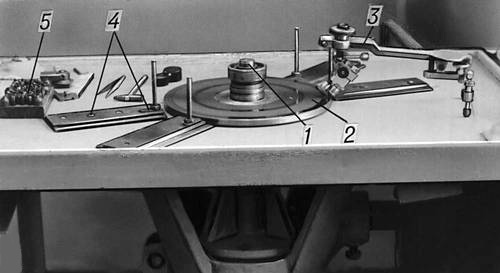
Изготовление бриллиантов начинается с распиловки алмаза на две и более части на станке тонким (до 0,1 мм)медным кругом, шарожированным алмазным порошком (см. Шарожирование).Распиленные алмазы (для круглых бриллиантов) обтачиваются по форме на специальном станке (рис. 2), где инструментом служит также алмаз. Обточенный алмаз гранится на чугунном диске (планшайбе), шарожированным алмазным порошком, с помощью квадранта и многочисленных приспособлений, позволяющих наносить грани под строго определёнными углами. Готовые бриллианты классифицируются по весовым группам, порочности, цвету и соответственно оцениваются. Крупные куски минералов-самоцветов так же, как и алмаз, разрезаются на заготовки алмазными кругами толщиной 0,3 мм и более. Предварительная форма придаётся на шлифовальном или гранильном станке с помощью алмазных планшайб. Грани наносятся на гранильном станке, имеющем приспособление для отсчёта граней (квадрант-угломер). Прозрачные минералы в зависимости от физико-химических свойств преломляют и отражают проходящий через них луч света под различными углами, поэтому грани камней минералов располагают под строго определёнными углами.
Для полировки самоцветов применяются планшайбы (круги) из сплавов олова и свинца, поверхность которых насекается заточенной стальной пластинкой. Риски, полученные путём насечки, задерживают полировальный порошок от сбрасывания во время вращения планшайбы. Полировальный порошок подбирается в зависимости от твёрдости обрабатываемого минерала; это — окись хрома, окись железа, окись алюминия, трепел и др. В ювелирной промышленности наиболее простые виды огранок ювелирных камней из синтетического корунда получают на станках-полуавтоматах, позволяющих обрабатывать одновременно до 80 заготовок. Обработка ювелирных камней из синтетического корунда в СССР производится высокопроизводительным алмазным инструментом отечественного производства. Корундовые резцы (иглы) для звукозаписи гранятся тем же способом, что и ювелирные камни из синтетического корунда.
Обработка самоцветов для ювелирных изделий применялась уже в 3-м тыс. до н. э.(наша эра) (Древний Египет, Двуречье). Исключительную роль в Г. д. сыграло изобретение в 1456 в Голландии гранильного станка. Это дало возможность ввести наиболее совершенный вид огранки — бриллиантовую. В 19 и 20 вв.(века) Г.д. механизируется, появляются новые, более совершенные станки, приспособления и инструмент.
Русское Г.д. достигло своего расцвета в 18 в. К этому времени относится постройка гранильной фабрики в Петергофе под Петербургом в 1725, гранильной фабрики в Екатеринбурге на Урале в 1774 и шлифовальной фабрики в Колывани на Алтае в 1786. Русское Г. д. к началу 19 в. достигло больших успехов и, кроме фабричных рабочих (в особенности на Урале), им занималась масса кустарей-умельцев, часто работавших целыми семьями.
После Великой Октябрьской революции Г.д. из кустарного и полукустарного превратилось в механизированная отрасль народного хозяйства. В результате освоения месторождений алмазов в Якутии (1954) огранка их в СССР приняла массовый характер (на Московской, Свердловской и Смоленских фабриках). С 1965 осуществляется экспорт отечественных бриллиантов и ювелирных изделий с бриллиантами и гранёными самоцветами. Новое гранильное оборудование и инструмент серийно производятся в СССР, Великобритании, США, Швейцарии. Основными центрами Г.д. (в особенности огранки алмазов) за рубежом являются Нидерланды, Швейцария, Израиль, США. Огранка самоцветов развита в ФРГ(Федеративная Республика Германии), стекла — в ЧССР(Чехословацкая Социалистическая Республика).
Лит.: Андреев В. Н., Огранка самоцветов, т. 1—2, М., 1957—8.