Гибочная машина , служить для вигинання в холодному і гарячому стані деталей з прямих листових, профільних і трубних заготовок.
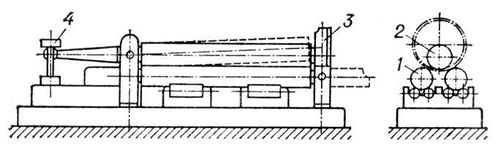
Універсальні Р. м. бувають декількох типів: трьох- і чотиривалкові (ротаційні); роликові: з поворотною траверсой; з поворотним шаблоном або важелем. Трьох- і чотиривалкові машини застосовуються для гнучкі з листових заготовок циліндрових і конічних обичайок і дугоподібних елементів. Товщина заготовок — від десятих доль до декількох десятків мм ; заготівки товщиною більше 40—50 мм згинаються в гарячому стані. Машини цього типа виконуються переважно з горизонтальним розташуванням валків ( мал. 1 ). Положення середнього валка 2 або бічних валків 1 регулюється по висоті, що створює прогин заготівки на одній з її ділянок; обертанням середнього або бічних валків здійснюється гнучка заготовки по всій довжині. Для видачі з машини заготівки, зігнутої по замкнутому колу, задній підшипник 3 середнього валка виконується відкидним і передбачається закидання вверх заднього кінця валка в результаті опускання переднього консольного кінця нажімним механізмом 4 . Для гнучкі конічних обичайок з будь-яким кутом конусності регульовані по висоті валяння встановлюються під кутом. Роликові машини призначаються для гнучкі кільцевих і дугоподібних деталей з профільних заготовок. На найбільш потужних машинах цього типа можна згинати на ребро в холодному стані смугу розміром до 200 ´ 40 мм . Для зручності заміни три гибочних ролики розташовують на валах консольно. На невеликих машинах осі роликів розташовані горизонтально, а на потужніших — вертикально.
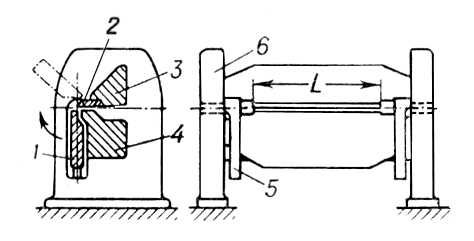
Машини з поворотною траверсой ( мал. 2 ) служать в основному для гнучкі з листових заготовок деталей з невеликими радіусами закруглень (типа ящиків і тонкостінних профілів). Машина має три траверси: нерухому (стіл) 4 , притискну 3 і поворотну 1 . Заготівка укладається по упорах на нерухому траверсу і зверху затискається притискний траверсой. Обертанням поворотною траверси виступаюча з траверс 4 і 3 кромка заготівки загинається довкола шаблону-вставки 2 визначального радіус вигину. Траверси закріплені в двох стійках 6 . Поворотна траверси встановлюється в двох кулісах 5 , які повертаються в цапфах підшипників стійок. Найбільша довжина кромки, що згинається, визначається розміром L . На цих машинах можна згинати заготівки товщиною до 15 і шириною до 5000 мм .
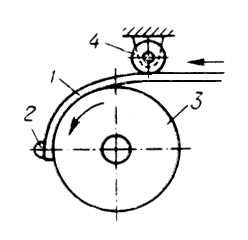
Машини для гнучкі за шаблоном ( мал. 3 ) мають поворотний стіл або шаблон (рідше поворотний важіль) і закріплений нажімной ролик. На цих машинах виготовляють з профільних заготовок деталі типа фланців, ребер жорсткості, згинають трубні елементи. Заготівка 1 заздалегідь кріпиться переднім кінцем притиску 2 на шаблоні 3 , встановленому на столі машини. До заготівки на деякій відстані від затиску підводиться нажімной ролик 4 . Потім гибочний шаблон починає обертатися, і заготівка, що спирається заднім кінцем на нажімной ролик згинається. Найбільш потужні машини цього типа застосовуються для гнучкі труб. Гнуті деталі виготовляють також на спеціальних гибочних пресах (див. Бульдозер ).
Р. м. застосовують в котлобудуванні, суднобудуванні, хімічній, нафтовій промисловості і машинобудуванні.