Гибочная машина, служит для изгибания в холодном и горячем состоянии деталей из прямых листовых, профильных и трубных заготовок.
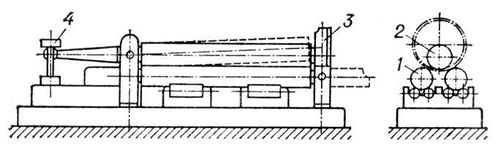
Универсальные Г. м. бывают нескольких типов: трёх- и четырёхвалковые (ротационные); роликовые: с поворотной траверсой; с поворотным шаблоном или рычагом. Трёх- и четырёхвалковые машины применяются для гибки из листовых заготовок цилиндрических и конических обечаек и дугообразных элементов. Толщина заготовок — от десятых долей до нескольких десятков мм; заготовки толщиной более 40—50 мм сгибаются в горячем состоянии. Машины этого типа выполняются преимущественно с горизонтальным расположением валков (рис. 1). Положение среднего валка 2 или боковых валков 1 регулируется по высоте, что создаёт прогиб заготовки на одном из её участков; вращением среднего или боковых валков осуществляется гибка заготовки по всей длине. Для выдачи из машины заготовки, согнутой по замкнутой окружности, задний подшипник 3 среднего валка выполняется откидным и предусматривается запрокидывание вверх заднего конца валка в результате опускания переднего консольного конца нажимным механизмом 4. Для гибки конических обечаек с любым углом конусности регулируемые по высоте валки устанавливаются под углом. Роликовые машины предназначаются для гибки кольцевых и дугообразных деталей из профильных заготовок. На наиболее мощных машинах этого типа можно сгибать на ребро в холодном состоянии полосу размером до 200 ´ 40 мм. Для удобства замены три гибочных ролика располагают на валах консольно. На небольших машинах оси роликов расположены горизонтально, а на более мощных — вертикально.
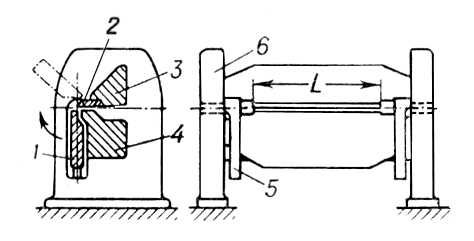
Машины с поворотной траверсой (рис. 2) служат в основном для гибки из листовых заготовок деталей с небольшими радиусами закруглений (типа ящиков и тонкостенных профилей). Машина имеет три траверсы: неподвижную (стол) 4, прижимную 3 и поворотную 1. Заготовка укладывается по упорам на неподвижную траверсу и сверху зажимается прижимной траверсой. Вращением поворотной траверсы выступающая из траверс 4 и 3 кромка заготовки загибается вокруг шаблона-вставки 2, определяющего радиус изгиба. Траверсы закреплены в двух стойках 6. Поворотная траверса устанавливается в двух кулисах 5, которые поворачиваются в цапфах подшипников стоек. Наибольшая длина сгибаемой кромки определяется размером L. На этих машинах можно изгибать заготовки толщиной до 15 и шириной до 5000 мм.
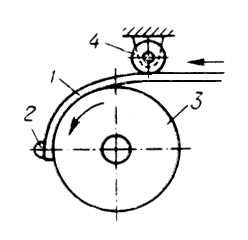
Машины для гибки по шаблону (рис. 3) имеют поворотный стол или шаблон (реже поворотный рычаг) и закрепленный нажимной ролик. На этих машинах изготовляют из профильных заготовок детали типа фланцев, рёбер жёсткости, изгибают трубные элементы. Заготовка 1 предварительно крепится передним концом прижима 2 на шаблоне 3, установленном на столе машины. К заготовке на некотором расстоянии от зажима подводится нажимной ролик 4. Затем гибочный шаблон начинает вращаться, и заготовка, опирающаяся задним концом на нажимной ролик, сгибается. Наиболее мощные машины этого типа применяются для гибки труб. Гнутые детали изготовляют также на специальных гибочных прессах (см. Бульдозер).
Г. м. применяют в котлостроении, судостроении, химической, нефтяной промышленности и машиностроении.