Брикетирование, процесс переработки материала в куски геометрически правильной и однообразной в каждом случае формы, практически одинаковой массы — брикеты (франц. briquette). При Б. создаются дополнительные сырьевые ресурсы из мелких материалов (преимущественно ископаемых топлив и руд), использование которых малоэффективно или затруднительно, а также утилизируются отходы (пыль, шлаки, металлическая стружка и т.п.). Целесообразность Б. в каждом случае экономически обосновывается.
В зависимости от исходного материала Б. производится со связующими (цементирующими, клеящими) веществами при средних давлениях (10—50 Мн/м2) и без связующих веществ при высоких давлениях (100—200 Мн/м2). Для получения брикетов высокого качества материал, направляемый на прессование, должен отвечать определённым требованиям (фракционный состав, влажность, температура и пр.).
Б. предложено в России в 30-х гг. 19 в. русским изобретателем А. П. Вешняковым, который разработал метод получения прочных брикетов из отходов древесного и каменного угля, назвав этот вид топлива карболеином. В 1858 в Германии пущена первая буроугольная брикетная фабрика, а в 1860 — каменноугольная с вальцевыми прессами. Окускование рудной мелочи Б. широко применялось во 2-й половине 19 в.
Механизм основной стадии Б. — прессования в общем виде — представляется следующим образом. При небольшом давлении происходит внешнее уплотнение материала за счёт пустот между частицами. Затем уплотняются и деформируются сами частицы; между ними возникает молекулярное сцепление. Высокое давление в конце прессования приводит к переходу упругих деформаций частиц в пластические, вследствие чего структура брикета упрочняется и сохраняется заданная форма. На характер деформаций сильно влияют физико-химические свойства исходного материала.
Б. ископаемого топлива (отсевы каменных и близких к ним старых бурых углей с относительно прочной механической структурой; рядовые слабоструктурные молодые бурые угли и торф) производится в основном для энергетики и коммунально-бытового хозяйства на брикетных фабриках. Зольность получаемых брикетов до 20%. Они хорошо противостоят перегрузкам, выдерживают длительное хранение на открытом воздухе, не разрушаются до конца горения. Б. применяется в качестве составной части новых методов коксования для получения металлургического кокса из газовых и слабоспекающихся углей. Тощие угли, антрацит, старые бурые угли, полукокс брикетируются со связующими (каменноугольный пек в твёрдом или жидкорасплавленном виде, нефтяной битум и др.).
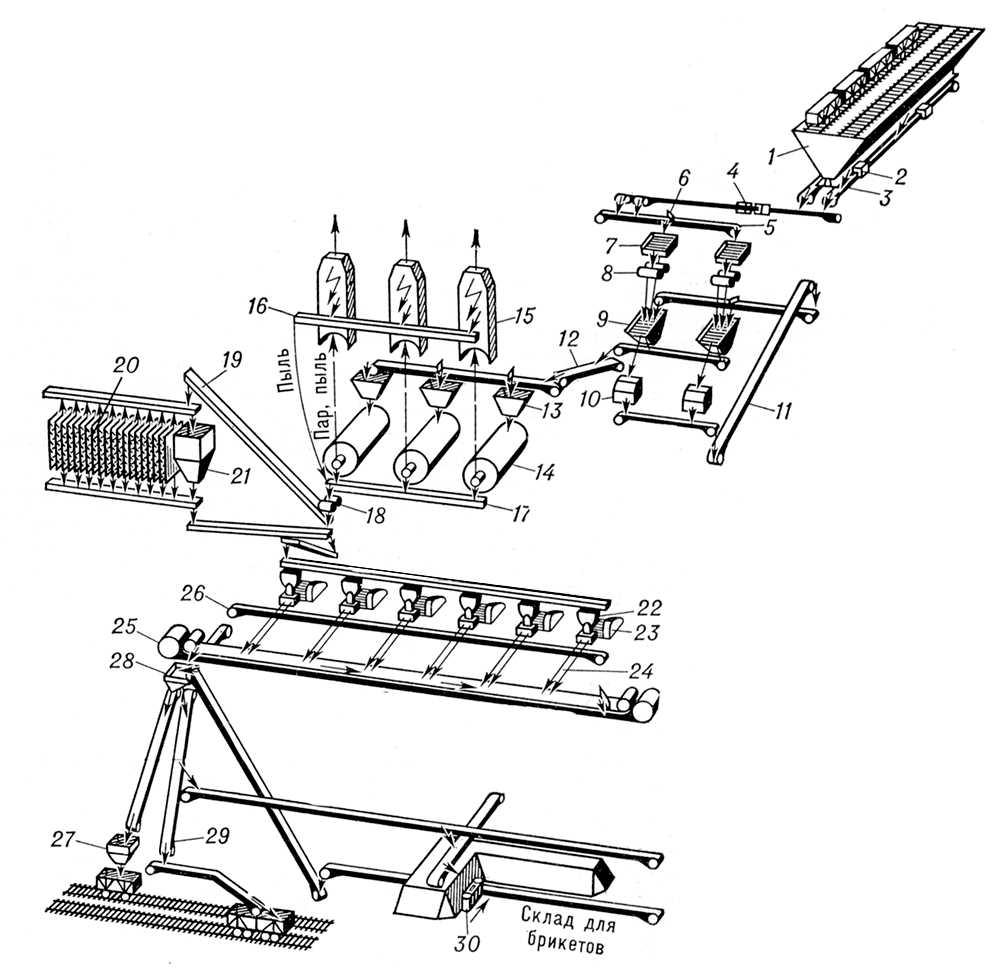
Каменные угли с применением связующих брикетируются по схеме: приём исходного материала (шихтовка различных углей); классификация и измельчение до 6 мм и менее; сушка угля до остаточной влажности 3—4%; подготовка связующего (измельчение, расплавление); дозирование и смешение нагретого угля со связующим (6—10%) при температуре около 100°С до получения однородной массы (шихты); охлаждение шихты до 80—90°С; прессование при 15—30 Мн/м2 в вальцевых прессах (рис. 1); охлаждение брикетов до 40°С. Наиболее распространённая форма брикетов, хорошо переносящая перегрузки, — яйцевидная. Масса брикета 70—75 г. Существенный недостаток брикетов с пековым и нефтебитумным связующими, ограничивающими их потребление, — выделение копоти и низкая термоустойчивость. Внедряются методы обработки таких брикетов горячими газами, содержащими определённое количество кислорода, или твёрдым теплоносителем; при этом происходит окислительная полимеризация связующего, вследствие чего брикеты упрочняются и при сжигании горят бездымным пламенем. Находит распространение метод т. н. горячего Б., позволяющий без связующих получать высококачественное бездымное топливо или кокс прессованием предварительно нагретых до пластического состояния спекающихся углей или в смеси с ними неспекающихся углей (антрацит, тощие и бурые угли) и полукокса. Молодые бурые угли с повышенным содержанием влаги (от 45 до 60%), куски которых при хранении и транспортировке разрушаются, брикетируются без связующих (для слоевого сжигания) по схеме (рис. 2): приём углей, дозирование, классификация угля на дисковых или ситовых грохотах и измельчение его в молотковых дробилках до крупности зерна менее 6 мм; сушка угля в паровых трубчатых сушилках или в газовых трубах-сушилках до оптимальной влажности 14—19%; дополнительное дробление крупных частиц угля; охлаждение угля (в некоторых случаях не применяется), выходящего из сушилок с температурой 85—90°С, в охладительных установках до температуры 35—45°С; прессование при давлении 100—200 Мн/м2 в ленточных штемпельных (рис. 3), реже — в кольцевых прессах; охлаждение брикетов, выходящих из пресса с температурой 70—80°С, в охладительных желобах и на сетчатых конвейерах до температуры 40°С; отгрузка брикетов потребителям. Брикеты имеют форму параллелепипеда с закруглёнными углами. Масса брикета 500—600 г.
Фрезерный торф с влажностью до 25% брикетируется в полубрикеты в ленточных штемпельных прессах. Для получения брикета из торфа с большей влажностью (до 50%) его сушат до влажности 12% в сушильных установках (пневмо-пароводяная, паротрубчатая, парогазовая, пневмо-газовая), которые в основном и определяют схему Б. торфа.
Б. торфа с пневмо-газовой сушкой осуществляется по схеме: классификация и дробление (в отдельных случаях) поступающего сырья до крупности менее 6—10 мм;сушка дымовыми газами в пневмо-газовой сушилке (труба-сушилка, сушилка с мелющим вентилятором или шахтной мельницей) с улавливанием сухого торфа в циклонах; прессование при давлении 7—20 Мн/м2 охлаждение брикетов в охладительных желобах до 40°С.
Развитие Б. топлива характеризуется разработкой и внедрением новых схем и стадий Б., связующих, аппаратуры как для получения высококачественного бездымного бытового топлива, так и применительно к способам непрерывного коксования с целью расширения сырьевой базы и улучшения экономики коксохимической промышленности.
Мировое производство угольных брикетов составляет около 110 млн. т в год (в т. ч. 85% буроугольных); в СССР вырабатывается около 8 млн. т угольных (70% буроугольных) и около 7 млн. т торфяных брикетов в год (1968).
При Б. руды исходным материалом служит мелочь железных руд (отдельно и в смеси с топливом), мелкие и порошкообразные руды цветных металлов, колошниковая пыль доменных печей и др. металлургические отходы. Применяются связующие: известь, различные цементы, жидкое стекло и пр. Б. производится в вальцевых или штемпельных прессах по схеме: дозирование и смешение руды со связующими, прессование смеси, закрепление брикетов для их упрочнения (выдержка, обжиг, пропарка, сушка). Железорудные брикеты направляются в мартеновские или доменные печи, брикеты цветных металлов — в ватержакетные и отражательные печи.
Эффективно Б. металлической стружки и отходов цветных и чёрных металлов. Непосредственное использование этой рыхлой объёмистой массы металла представляет ряд трудностей: ржавление при хранении, неудобство перевозки, угар при плавке и т.д. Б. стружки ликвидирует эти недостатки и даёт возможность получить из неё полноценный металл. Б. осуществляется прессованием мелкой дроблёной, очищенной от примесей (масло и т.п.) стружки в гидравлических и механических прессах. Нагревание материала непосредственно при прессовании в некоторых случаях улучшает процесс Б.
Лит.: Ремесников И. Д., Брикетирование угля, [М.], 1957; Кегель К., Брикетирование бурого угля, пер.(перевод) с нем.(немецкий), [М.], 1957; Лурье Л. А., Брикетирование в черной и цветной металлургии, М., 1963; Булынко М. Г., Петровский Е. Е., Технология торфобрикетного производства, М., 1968; Елишевич А. Т., Брикетирование каменного угля с нефтяным связующим, М., 1968.