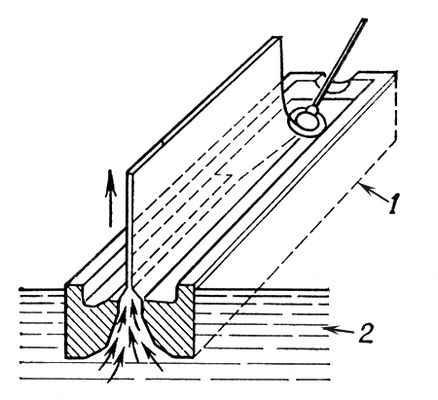
Стеклоформующая машина, стеклоформовочная машина, призначається для виготовлення (формування) виробів з стекла відливанням у форми, штампуванням, пресуванням, плющенням, витягуванням, видуванням і т.д. Формування виробляється в інтервалі в'язкості 10 2 —4 10 7 н . сек/м 2 (1 н . сек/м 2 = 10 пуаз ), що відповідає температурам 700—1000 °С. Для здобуття листового скла (віконного, вітринного і ін.) використовуються С. м. вертикального витягування скла. Принцип дії цих С. м. полягає в безперервному зволіканні гарячої скломаси, що поступає через щілину човника (мал. 1) або з вільної поверхні розплаву. В результаті зволікання утворюється стрічка скла шириною до 2,5—3 м-коду і товщиною 2—6 мм, яка за допомогою азбестових валиків транспортується через шахту машини (де відпалює), а потім поступає на відламку, різання і упаковку. Швидкість витягування скла товщиною 2 мм близько 120 м/ч. Листове скло виробляється також горизонтальним витягуванням і способом прокату. Листове поліроване скло отримують по методу формування на розплаві олова, при цьому способі скломаса виливається на поверхню розплавленого олова, де під впливом гравітаційних сил, поверхневого натягнення і сил витягування набуває плоськопараллельность верхньої і нижньої поверхонь аркуша. Швидкість формування стрічки скла шириною 3—4 м-коду до 1000 м/ч.
Для виготовлення стеклоблоков, архітектурних деталей, водомірних стекол, консервних банок, пляшок, колб і т.п. застосовуються пресування, прессовидуваніє і видування.
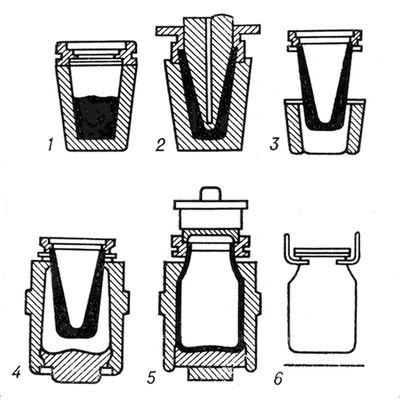
Наприклад, на прессовидувной С. м. виробляють широкогорлу скляну тару. Виготовлення виробів цими С. м. проводиться в два прийоми: спочатку випрессовиваєтся попередня заготівка-кулька і остаточно оформляється горло виробу, а потім кулька роздувається в чистовій формі стислим повітрям до розмірів готового виробу (мал. 2).
На видувних С. м. виготовляють узкогорлую тару; у цих С. м. і кулька, і виріб видуваються стислим повітрям; інколи оформлення горла здійснюється під вакуумом.
Літ.: Орлів А. Н., Шапошников Л. Д., Ермаков Я. І., Прессовидувниє стеклоформующие автомати, М., 1966; Гигеріх Ст, Трір Ст, Скляні машини, пер.(переведення) з йому.(німецький), М., 1968.