Розточувальний верстат, металоріжучий верстат для свердління, зенкерування, розгортання, розточування, нарізування різьблення, обточування циліндрових поверхонь і торців, фрезерування. Найбільш поширені універсальні горизонтально-розточувальні верстати. Для виконання ряду операцій використовують алмазно-расточниє верстати, а також координатно-розточувальні верстати .
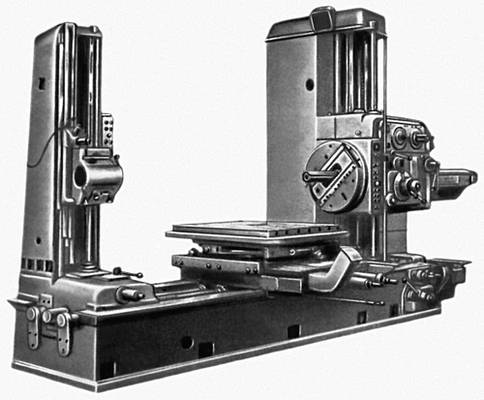
Універсальний Р. с. ( мал. ) має горизонтальний шпиндель, змонтований в бабці, яка переміщається вгору і вниз по передній стійці. Прийняті 3 основних типа компоновки: верстати для обробки дрібних і середніх виробів з шпинделем діаметром до 125 мм , столом, що переміщається в двох взаємно перпендикулярних напрямах, і нерухомою передньою стійкою; верстати для обробки середніх і крупних виробів з шпинделем діаметром від 100 до 200 мм , столом і передньою стійкою, що переміщаються у взаємно перпендикулярних напрямах; верстати для обробки особливо крупних виробів з шпинделем діаметром від 125 до 320 мм , без столу, з передньою стійкою (колонкою) що переміщається в одному або двох напрямах.
Шпиндельний вузол, що забезпечує верстату широку універсальність, складається з порожнистого шпинделя, що несе планшайбу з розточувальним різцем (головний рух), і внутрішнього розточувального шпинделя, що переміщається в осьовому напрямі (рух подачі). Наявність тих, що мають роздільні приводи планшайби з радіальним супортом і внутрішнього шпинделя використання різних пристосувань значно розширюють технологічні можливості верстата (наприклад, поєднання переходів).
Тенденції розвитку Р. с. — підвищення жорсткості і вібростійкої, зниження тертя в рухливих вузлах, вживання системи цифрової індикації, числового програмного управління, методів дистанційного спостереження і контролю за процесом обробки (головним чином у важких і унікальних верстатах).