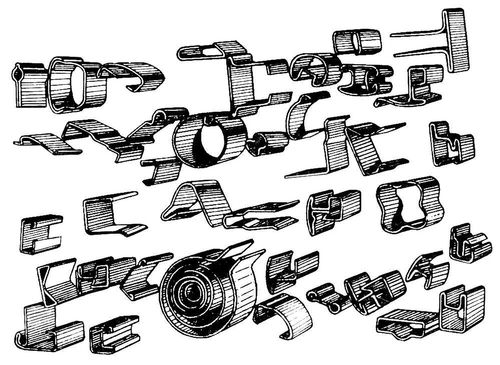
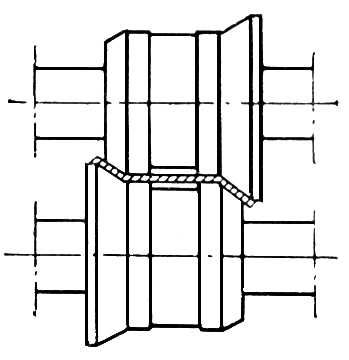
Профілегибочний стан, машина для виробництва гнутих профілів (металевих напівфабрикатів з різною формою поперечного перетину) із смугового металу шляхом холодного формування (гнучкі) між валяннями. П. с. застосовуються головним чином для виготовлення полегшених профілів ( мал. 1 ), плющення або пресування яких менш раціональні, чим гнучка. Формуванню може піддаватися будь-який листовий метал з достатньою пластичністю (сталь, кольорові метали і їх сплави) товщиною 0,1—19 мм, шириною до 2000 мм і довжиною до 30 м. До складу П. с. входить устаткування для підготовки вихідної смуги (або аркуша) до профілізації (розмотувач, правильна машина, ножиці для розрізання на мірні довжини), устаткування для формування, обробки і прибирання готових профілів. Поступова гнучка стрічки (аркуша) в необхідний профіль здійснюється в П. с. за 1 операцію декілька послідовно розташованими парами валків (роликів); число пар валків доходить до 30. Робочі валяння виконані набірними (складеними); необхідний профіль набирається з декількох фасонних шайб ( мал. 2 ). Між горизонтальними клітями П. с. встановлені непріводниє вертикальні ролики, службовці для утримання формованої смуги в строго певному положенні або для додаткової подгибки, що особливо необхідно при виробництві закритих профілів. Робочі валяння кожної кліті можуть мати індивідуальний привід від електродвигуна потужністю до 150 квт. Швидкість гнучкі від 12 до 250 м-кодів/мін. Гнуті профілі широко застосовуються в різних галузях промисловості.