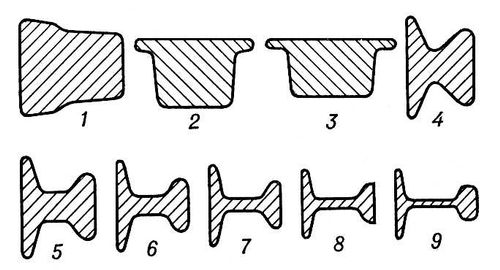
Калибровка прокатных валков, совокупность методов определения размеров, формы, числа и характера расположения калибров в прокатных валках (см. Калибр в прокатном производстве). К. включает также расчёт обжимающих усилий и их распределение по калибрам. Между калиброванными валками прокатывают только сортовой прокат. Лист и широкую полосу обжимают между валками с гладкой цилиндрической или слегка бочкообразной поверхностью. Для каждого профиля на валках делается несколько калибров, при последовательном прохождении через которые прямоугольная или круглая заготовка приобретает требуемую форму (рис.). Калибры рассчитывают таким образом, чтобы прокатываемый металл заполнял их без чрезмерных напряжений, ведущих к образованию в прокате трещин и др. брака.