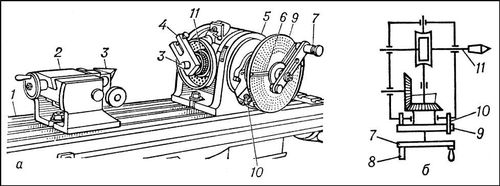
Ділильна голівка, пристосування для верстатів (головним чином фрезерних), що дозволяє періодично повертати оброблюваний виріб на рівні і нерівні долі звороту. Розрізняють Д. р. механічні (у тому числі прості і універсальні) і оптичні. Найбільш поширена універсальна Д. р. може бути налагоджена для простого і диференціального ділення і для нарізування (фрезерування) гвинтових канавок. Вона дозволяє фрезерувати многогранники, прямолінійні і гвинтові канавки (наприклад, на шліцьових валиках, зубчастих колесах, свердлах, фрезах, розгортках і т.п.). Д. р. розташовують на столі верстата ( мал. 1 ), а виріб встановлюють за допомогою облямовування в центрах між задньою бабкою і шпинделем, від якого виробу повідомляється поворот.
Налаштування Д. р. на просте ділення виробляють по нерухомому (закріпленому штифтом) лімбу (ділильному диску) що має декілька кругових рядів концентрично розташованих отворів, по яких відлічують необхідний кут повороту виробу за допомогою рукоятки, кінематично пов'язаної з шпинделем. Число зворотів рукоятки підраховують по формулі:
де i д. г . — передавальне відношення Д. р. (основні стандартні значення 1 / 30 , 1 / 40 , 1 / 60 ), z — необхідне число ділень. Д. р. зазвичай забезпечуються набором лімбів з різними числами отворів. Для зручності відліку при діленні служить розсувний сектор.
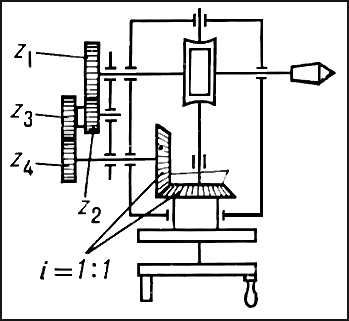
При налаштуванні на диференціальне ділення штифт, що закріплює лімб, виймають. Розрахунок виробляють по фіктивному числу частин x , близькому до заданого
Для компенсації допущеного наближення здійснюється додатковий поворот виробу через змінні зубчасті колеса Z 1 , Z 2 , Z 3 і Z 4 ( мал. 2 ), тобто поворот рукоятки відбувається відносно лімба, який сам повертається.
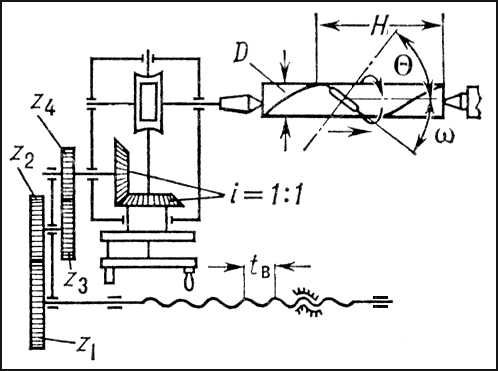
При налаштуванні Д. р. для нарізування (фрезерування) гвинтових канавок ( мал. 3 ) забезпечують кінематичний зв'язок обертання виробу з його поступальним (від гвинта подовжньої подачі столу) переміщенням через змінні зубчасті колеса; рукоятка і лімб сполучені фіксатором. Стіл верстата повертають на кут, рівний куту нахилу гвинтової канавки w; вісь шпинделя верстата (вісь фрези) складає з віссю виробу кут Q = 90° — w,
де D — діаметр виробу, Н — крок гвинтової канавки. За один зворот виріб повинен переміститися на Н , отже
де t B — крок гвинта подовжньої подачі.
Робота простій Д. р. заснована на безпосередньому повороті (уручну) лімба на певний кут. Положення лімба фіксується по тих, що є на нім вирізу або отвору.
Оптичну Д. р. застосовують для точних відліків. Вона забезпечена відліковим мікроскопом з ціною ділення 1''. На відміну від механічною, оптична Д. р. не вимагає розрахунків.
Літ.: Набрехав А. Р., Металоріжучі верстати, М., 1956; Обробка металів різанням, 2 видавництва, М., 1962.