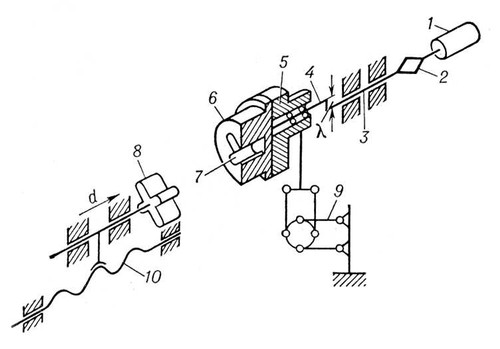
Вихрекопировальная обработка, метод изготовления изделий со снятием материала, при котором на заготовке копируется объёмная форма инструмента. В. о. осуществляется при возвратно-поступательном движении инструмента или заготовки (рис. 1) по криволинейной траектории, радиус которой равен эксцентриситету (l) вала. Колебания совершаются в плоскости, перпендикулярной направлению сближения инструмента с заготовкой.
Существуют механический, электрофизический и электрохимический способы В. о. При механическом способе режущая поверхность инструмента имеет насечки или покрыта абразивным материалом; обработка заготовки производится за счёт снятия стружки. При электроэрозионной обработке инструмент служит одним из электродов. Возможно также введение абразивной суспензии между изделием и инструментом или подключение инструмента в качестве катода к источнику тока при электрохимической размерной обработке. В этом случае снятие припуска на обработку происходит за счёт выжигания (оплавления) искрой.
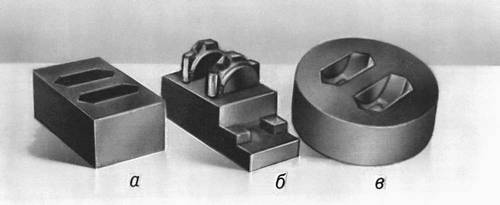
В. о. применяется для изготовления сложной формы изделий (рис. 2) из материалов, легко обрабатываемых резанием (графита, дерева, камня), для абразивной доводки металлических деталей, для корректирования размеров изделий, получаемых литьём, штамповкой и т.п.; при электрофизической и электрохимической обработке улучшается качество поверхности.
В. о. осуществляют на специальных станках или на электроэрозионных, электроимпульсных, вертикально-фрезерных станках, на которых устанавливают приставки для получения кругового поступательного движения.
В. о. предложена в 1960 сотрудниками Экспериментального научно-исследовательского института металлорежущих станков и получила широкое распространение как в СССР, так и за рубежом.
Лит.: Аронов А. И., Станки для обработки методом «вихревого копирования», «Металлорежущие и деревообрабатывающие станки, автоматические линии», 1967, в. 10.