Арматурні роботи, комплекс робіт по виготовленню, укладанню у форму або місцеположенню бетонування арматурних елементів залізобетонних конструкцій. Збільшені масштаби будівництва із збірного і монолітного залізобетону зажадали корінного удосконалення технології А. р., створення високопродуктивних машин і устаткування, що дозволили механізувати А. р., що, наряду із значним підвищенням якості арматури, понизило в 4—5 разів трудомісткість основних процесів і поліпшило умови роботи арматурників (у СРСР на А. р. в 1968 було зайнято ок. 100 тис. робітників-арматурників). У 1970 обсяг виробництва збірного залізобетону в СРСР досягне приблизно 85 млн. м-коду 3 , при цьому витрата арматурній сталі складе ок. 8 млн. т . А. р. включають ряд операцій.
Заготівка арматурних стрижнів з арматурної сталі діаметром до 10 мм , що поставляється в мотках, виробляється на правильно-відрізних автоматах ( мал. 1 ), а із сталі більшого діаметру, що поставляється в прутках, — шляхом стикованія їх на машинах для контактної зварки з подальшим різанням пріводнимі ножицями. Цей процес здійснюється також на автоматизованих потокових лініях, до складу яких, окрім агрегатів технологічного циклу, входить устаткування для переміщення, відмірювання довжини, закріплення і скидання відрізаних арматурних стрижнів. Гибку частини заготовлених стрижнів до збірки в каркаси виробляють на гибочних верстатах.
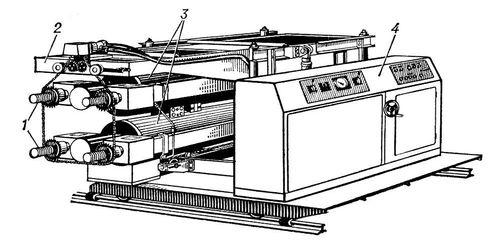
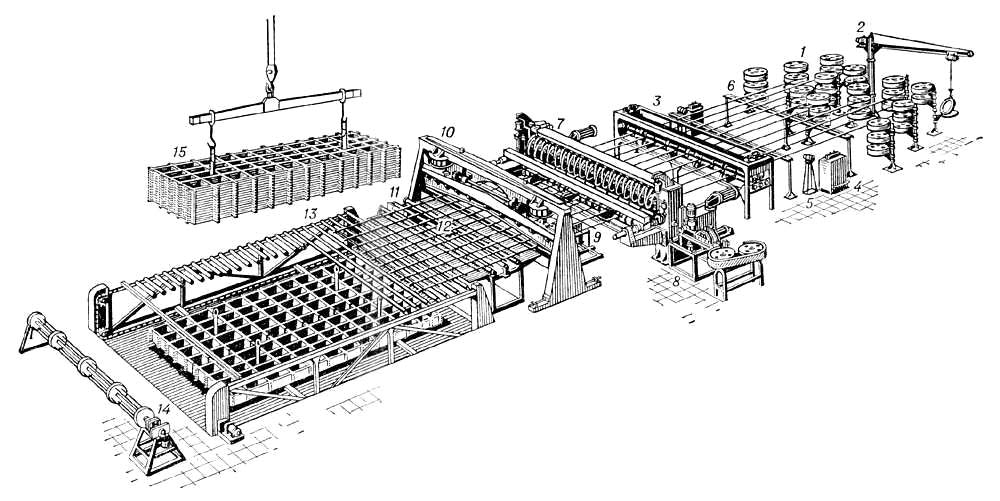
Виготовлення арматурних сіток і каркасів із заздалегідь заготовлених стрижнів здійснюють із застосуванням контактного (точковою) і дугового електрозварювання. Для контактної зварки використовують переважно одноточечні стаціонарні машини, а також пересувні машини із зварювальними кліщами продуктивністю 1000 зварок в годині Широкі арматурні сітки і плоскі каркаси зварюють на багатоточкових автоматизованих лініях ( мал. 2 ). Дугове електрозварювання, що виконується в основному уручну, витісняється більш доконаними видами зварки: ванною, напівавтоматичною зваркою відкритою дугою, в середовищі захисного газу і ін. Подача електродного дроту в зону зварки механізована. Для забезпечення належної якості зварюваної арматури застосовують різні методи контролю і, зокрема, просвічування гамма-променями, магнітографічний спосіб, ультразвукову дефектоскопію і ін.
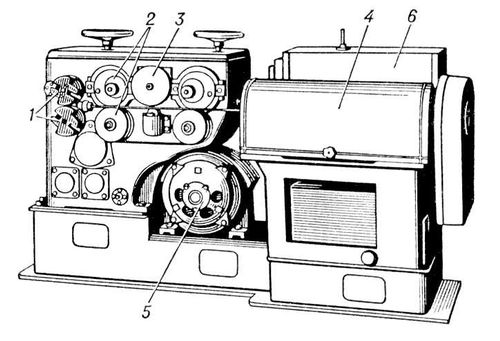
Заготівку арматури для заздалегідь напружених залізобетонних конструкцій здійснюють на установках, що виробляють розмотування арматури, відмірювання необхідної довжини, відрізку і збірку пакетів, що складаються з декількох проволікав, пасм або отд.(окремий) стрижнів. Застосовуються також арматурні елементи у вигляді пучків проволікав або пасм і канатів із спресованими на кінцях гільзовими анкерами, службовцями для захвату і закріплення арматури при натягненні на формах, стендах і на затверділому бетоні. Натягнення арматури здійснюється гідравлічними домкратами ( мал. 3 ). Деякі залізобетонні вироби (головним чином для житлового будівництва) виготовляються з натягненням арматури електротермічним способом при якому арматура перед укладанням у форму подовжується за рахунок нагріву до 300—450 °С пропусканням через неї струму великої сили. Після укладання в нагрітому стані і закріплення кінців у формі арматура в результаті охолоджування напружується до заданого розрахунком зусилля.
Збірку і монтаж арматури при будівництві з монолітного залізобетону, пристрої фундаментів під устаткування і так далі виробляють з раніше заготовлених плоских або об'ємних каркасів і отд.(окремий) стрижнів із застосуванням різних видів зварки. Роботи по транспортуванню і установці арматури в опалубку виконуються за допомогою кранів, кондукторів і іншого допоміжного устаткування.
Виробництво А. р. в СРСР регламентується Будівельними нормами і правилами, ГОСТ(державний загальносоюзний стандарт) і іншими нормативними документами.
Літ.: Носенко Н. Е., Виготовлення арматурних конструкцій збірних залізобетонних виробів, М., 1958; його ж. Механізація і автоматизація виготовлення арматури для залізобетону, М., 1970; Богин Н. М., Контроль натягнення арматури при виробництві залізобетонних заздалегідь напружених конструкцій, М., 1959; Бродський А. Я., Зварка арматури залізобетонних конструкцій, М., 1961.