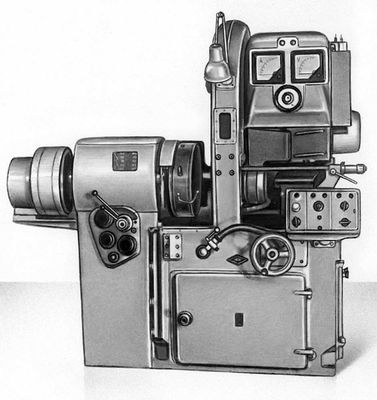
Анодно–механический станок, станок для анодно-механической обработки. Наиболее распространены отрезные дисковые (рис. 1) и ленточные (рис. 2) А.-м. с. для резки заготовок, реже применяются шлифовальные, заточные для обработки наружных и внутренних поверхностей тел вращения и другие станки. Основные узлы А.-м. с.: главный привод, привод подачи, регулятор автоматической подачи, источник питания. Главный привод состоит из асинхронного электродвигателя, ременной или цепной передачи и шпинделя с электродом-инструментом для дисковых А.-м. с. или приводного шкива с лентопротяжным механизмом для ленточных А.-м. с. Привод подачи электрода-инструмента электромеханический, реже гидравлический. Для питания А.-м. с., как правило, применяется источник постоянного тока до 600—2000 а напряжением 22—30 в. Электролит подаётся в зону обработки поливом, некоторые станки имеют местные ванны.