Агломерация в металлургии, термический процесс окускования мелких материалов (руды, рудных концентратов, содержащих металлы отходов и др.), являющихся составными частями металлургической шихты, путем их спекания с целью придания формы и свойств (химического состава, структуры), необходимых для плавки. Спекание происходит непосредственным слипанием отдельных нагретых частиц шихты при поверхностном их размягчении либо в результате образования легкоплавких соединений, связывающих частицы при остывании агломерируемого продукта. Тепло, необходимое для спекания, получается от горения углеродистого топлива, прибавляемого к агломерируемому материалу, либо от окисления сульфидов, если агломерации подвергаются сернистые рудные концентраты. На практике А. чаще всего осуществляется на колосниковых решётках, с просасыванием воздуха сверху вниз сквозь лежащую на решётке шихту. При этом происходит последовательное горение топлива в лежащих один под другим её слоях. Шихта должна быть максимально однородной. Для равномерного окисления горючего в процессе спекания и получения прочного и пористого агломерата соответствующего химического состава требуется, чтобы шихта обладала необходимой газопроницаемостью, что зависит в первую очередь от размера зёрен и степени начального увлажнения.
Основные исходные материалы А.: мелкая сырая руда (8—10 мм) и её концентрат, а также топливо (коксовая и антрацитовая мелочь до 3 мм), флюс (известняк и доломит до 3 мм), в отдельных случаях — мелкие отходы (колошниковая пыль, окалина и др.). Конечный продукт — агломерат. Более 95% агломерата используется в чёрной металлургии; в цветной металлургии агломерат применяется в алюминиевом, никелквом и свинцовом производствах. Промышленное производство агломерата освоено в начале 20 в. (США).
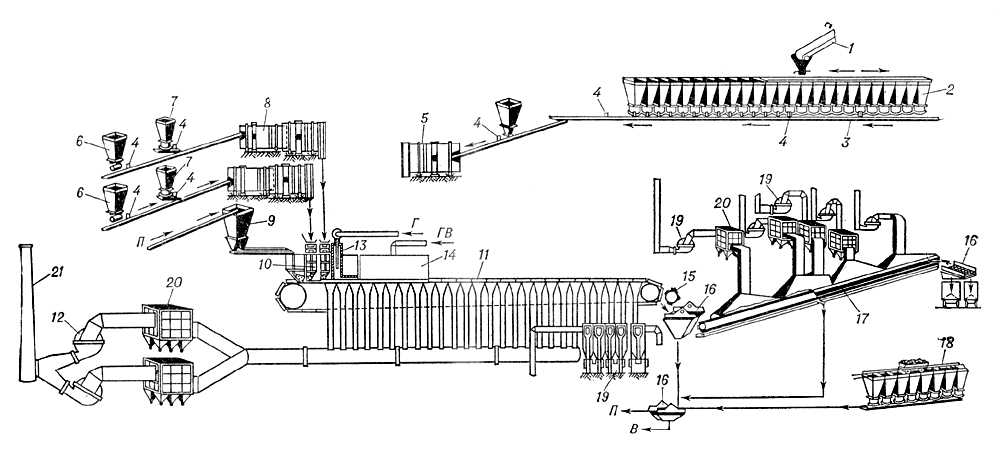
А. включает: подготовку шихты (дозировка отдельных компонентов, смешивание, увлажнение и окомкование), спекание подготовленной шихты на англомерационных машинах, обработку горячего спека (дробление, рассев с удалением кусков до 5-10 мм, охлаждение до 100°С, сортировка). Процесс спекания тесно связан с работой узлов и агрегатов, обеспечивающих подготовку сырых материалов для А. Поэтому первостепенное значение имеет стабилизация основных входных параметров процесса (усреднение и дозировка материалов, химический состав, влажность и т.д.), которые открывают пути к комплексной автоматизации агломерационного процесса. А. осуществляется на агломерационных фабриках, в состав которых входят склады для усреднения и хранения запасов шихтовых материалов, приёмные бункера, отделения для измельчения кокса и известняка (иногда и обжига известняка), шихтовое, спекательное и обарботки готового агломерата (рис.1).
На современных агломерационных фабриках приём сырья, дозировка и подготовка шихты, укладка её на агломерационные машины, а также обработка готового агломерата полностью механизированы и в значительной степени автоматизированы.
Руда, концентрат, колошниковая пыль, а также другие добавки, не требующие дробления, подаются в шихтовое отделение из приёмных бункеров или со склада конвейерами. Коксовая мелочь и известняки поступают в отделение измельчения, а затем в шихтовое отделение. Сюда же направляется возврат (мелочь, отсеянная от готового агломерата). Шихтовое отделение оборудовано бункерами, ёмкость которых обеспечивает работу агломерационных машин а течение 8-10 час. Из шихтовых бункеров заданные количества каждого из компонентов шихты дозировочными питателями выдаются на сборный конвейер, который передаёт шихту в барабаны первичного смешивания и затем в бункера шихты агломерационных машин, расположенные в спекательном отделении. Перед загрузкой на агломерационную машину шихта подвергается вторичному смешиванию, увлажнению и частичному окатыванию в окомковательных барабанах.
При разгрузке с машины агломерат дробится и сортируется с удалением из него мелочи (возврата), вновь используемой в шихте. Затем агломерат охлаждается и сортируется. Отходящие газы через газовый тракт и газоочистительное устройство отсасываются эксгаустером и через дымовую трубу удаляются в атмосферу.
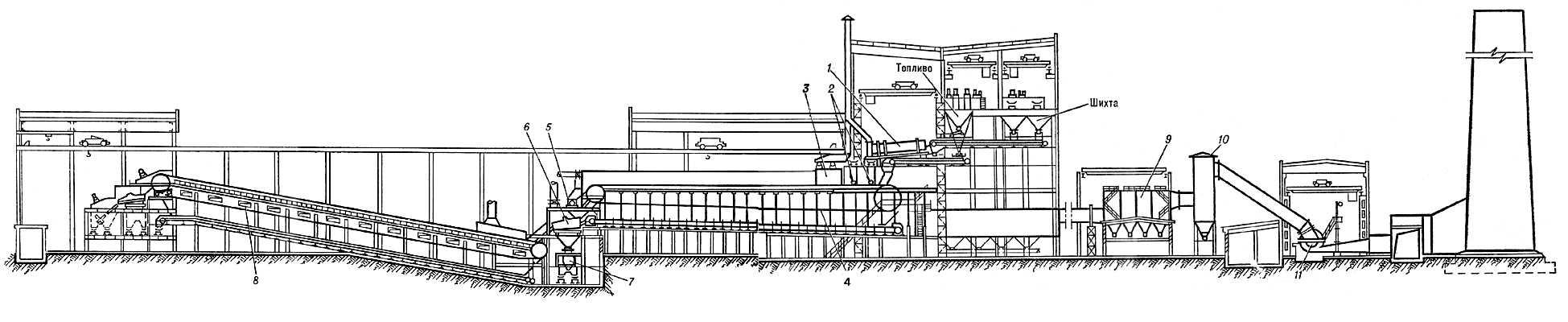
Агломерационные машины — основное технологическое оборудование для А. Распространена агломерационная машина ленточного типа (рис. 2), представляющая собой непрерывную цепь движущихся спекательных тележек (палет) с днищами в виде колосниковой решётки. Тележка проходит под питателем, которым на неё укладывается шихта слоем 250—400 мм, а затем под зажигательным горном, где твёрдое топливо, содержащееся в поверхностной зоне спекаемого слоя, зажигается. Эксгаустером через слой сверху вниз просасывается воздух (80—100 м3/мин на 1 м2 площади спекания), и зона горения (толщиной 15—20 мм) перемещается вниз по слою со скоростью 20—40 мм/мин. В зоне горения твёрдого топлива при t 1200—1500 °С значительная часть шихты плавится. По мере перемещения зоны горения вниз полурасплавленная масса вышележащей части слоя застывает, образуя спекшийся пирог агломерата (спек). Газы, отходящие из зоны горения, подсушивают и нагревают нижележащие слои шихты, из которой удаляются гигроскопическая и гидратная вода, углекислый газ и прочие летучие, а также сера, мышьяк и другие вредные примеси. В СССР работают самые крупные в мире агломерационные машины с площадью спекания 312 м2 при ширине 4 м, их удельная (часовая) производительность на единицу площади (1 м2) спекания 1—2 т, а годовая — 2—3 млн. т агломерата.
Мировое производство железорудного агломеарта составило около 330 млн.т (1967), в СССР — 128 млн. т (1968).
Лит.: Базилевич С. В., Вегман Е. Ф., Агломерация, 1967; Справочник агломератчика, Киев, 1964; Патковский А. Б., Агломерационные фабрики черной металлургии, М., 1954.