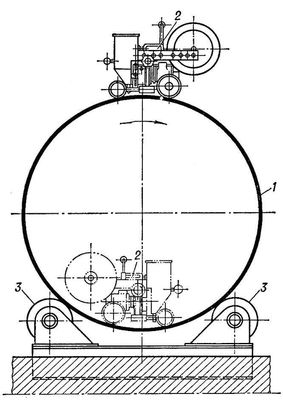
Автоматична зварка, дугове електрозварювання, в якому основні операції — подача електроду в дугу і переміщення дуги по лінії зварки, — механізовані. Якщо механізована лише подача дроту, а дугу переміщають уручну, зварка називається напівавтоматичною. Найчастіше застосовується А. с. плавким електродом-дротом, змотаним в бухту масою 20—60 кг і що безперервно подається в дугу у міру плавлення. Для захисту зварювальної ванни від атмосферного повітря, а також для розкислювання металу і його легування шов заздалегідь засипають товстим шаром флюсу (див. Зварка під флюсом ), в який занурена дуга. Флюс забезпечує висока якість металу шва, усуває розбризкування металу, дозволяє підвищити зварювальний струм і продуктивність у декілька разів в порівнянні із зваркою відкритою дугою. Дуга по лінії зварки (наприклад, при кругових швах) переміщається пересуванням зварювального автомата або самого виробу. Якщо автомат конструктивно об'єднаний з механізмом пересування, його називають самохідним; якщо ж його пересувають безпосередньо по поверхні вироби або по легкій переносній дорозі, укладеній на виріб, то його називають зварювальним трактором ( мал. ). Широко поширені шлангові напівавтомати. У них електродний дріт з механізму подачі по гнучкому шлангу поступає в тримач, що знаходиться в руці зварювальника. Замість флюсу застосовують захисні гази — аргон або вуглекислий газ, а також газові суміші (див. Зварка в захисних газах ). Проте із-за розбризкування металу в цьому випадку сила струму і продуктивність нижчі, ніж при зварці під флюсом. Відома також А. с. неплавким вольфрамовим електродом в захисному газі, зазвичай в аргоні. Поряд з дротом суцільного перетину при автоматичній і напівавтоматичній зварці користуються т.з. порошковим електродом, що є трубкою, начиненою порошками заліза, що легують і флюсообразующих компонентів.